L’électroérosion à fil est une méthode avancée d’usinage des métaux qui transforme la production de pièces industrielles de précision. La technologie utilise des décharges électriques pour enlever de la matière sans contact direct avec la pièce usinée. Le processus permet de couper les matériaux les plus durs avec une précision allant jusqu’à quelques micromètres.
La méthode est utilisée dans la production de moules d’injection, de matrices et d’outils de coupe aux formes complexes. Les industries aérospatiale et médicale utilisent l’électroérosion à fil pour fabriquer des composants nécessitant la plus haute précision. La technologie élimine les contraintes mécaniques, préservant ainsi l’intégrité structurelle du matériau.
L’électroérosion à fil se distingue par sa capacité à usiner des matériaux trempés jusqu’à une dureté de 65 HRC. Les méthodes d’usinage traditionnelles s’avèrent inefficaces à de telles valeurs de dureté. Le processus se déroule dans un milieu liquide diélectrique, qui refroidit le matériau et élimine les produits d’érosion.
Qu’est-ce que l’électroérosion à fil et comment fonctionne cette technologie
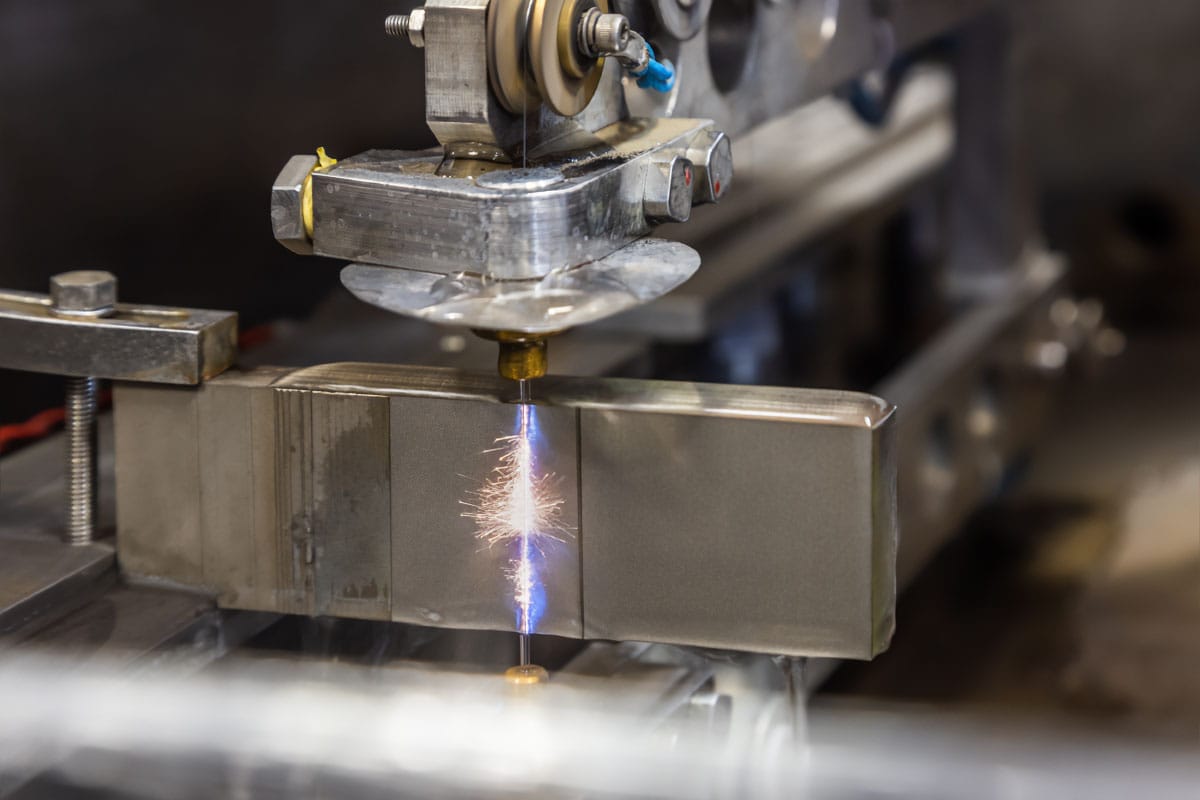
L’électroérosion à fil WEDM est l’une des méthodes les plus précises pour usiner les matériaux conducteurs d’électricité. La technologie utilise un fil métallique fin comme électrode de travail, qui ne touche pas directement la pièce usinée. Le processus repose sur des décharges électriques contrôlées qui érodent des particules microscopiques de métal de la surface de travail.
Les matériaux d’une dureté supérieure à 50 HRC peuvent être usinés sans risque d’endommager la structure. La précision dimensionnelle atteint des tolérances de ±0,001 mm, ce qui rend la technologie indispensable dans les industries nécessitant la plus haute précision. L’automatisation des systèmes modernes permet un fonctionnement de plusieurs heures sans surveillance de l’opérateur.
Définition de la méthode d’usinage par électroérosion
L’usinage par électroérosion consiste à enlever de la matière par une série de décharges électriques rapides. Deux électrodes de polarités opposées sont séparées par un liquide diélectrique et soumises à une tension électrique. L’électrode outil et la pièce à usiner forment un circuit électrique aux paramètres précisément contrôlés.
La tension entre les électrodes augmente progressivement, provoquant une augmentation du champ électrique. Le liquide diélectrique est perforé et un arc électrique se forme. La température au point de décharge dépasse 10 000°C, provoquant la fusion et la vaporisation locales du matériau.
L’énergie de chaque impulsion électrique est précisément contrôlée par le générateur EDM. La fréquence des impulsions peut atteindre plusieurs centaines de milliers de décharges par seconde. Les produits d’érosion sont immédiatement éliminés par le flux du liquide diélectrique, assurant la stabilité du processus.
Principe de fonctionnement des décharges électriques dans le processus
Le générateur d’impulsions produit des décharges d’une durée de 0,1 à 500 microsecondes. Les pauses entre les impulsions permettent l’évacuation de la chaleur et l’élimination des produits d’érosion de l’espace interélectrode. Le rapport entre la durée de l’impulsion et la pause détermine la rugosité de la surface et la vitesse d’usinage.
Les impulsions courtes assurent une surface lisse, mais réduisent l’efficacité du processus. Les impulsions longues accélèrent le traitement, mais provoquent une rugosité plus importante. Le système de commande CNC ajuste automatiquement les paramètres aux conditions de traitement, optimisant la qualité et le temps d’exécution.
Le fil est continuellement alimenté depuis une bobine d’alimentation et enroulé sur une bobine réceptrice. La vitesse d’alimentation du fil s’ajuste automatiquement aux conditions de traitement. La tension du fil est maintenue constante par le système de contrôle de tension, ce qui garantit la répétabilité des dimensions.
La distance entre les électrodes est réduite à quelques micromètres avant l’apparition de la décharge d’étincelles. Le liquide diélectrique empêche les décharges incontrôlées grâce à sa faible conductivité électrique. La pression du fluide est généralement comprise entre 5 et 20 bars, ce qui assure un rinçage efficace de la fente de travail.
Composants principaux d’une machine WEDM
Le système de commande CNC gère la trajectoire du fil dans l’espace tridimensionnel. Le logiciel contrôle la séquence du parcours du fil et gère automatiquement le processus de coupe. Le niveau de sophistication du système CNC détermine le niveau d’erreurs et le temps de traitement des éléments.
L’unité d’alimentation fournit des impulsions de 100 à 300 volts à l’électrode fil et à la pièce. Elle contrôle la fréquence et la puissance des charges électriques traversant l’électrode fil. Une unité d’alimentation hautement développée est essentielle pour fournir la qualité et le type de charges appropriés pendant le traitement.
Composants clés de la machine :
- Générateur d’impulsions électriques avec contrôle précis des paramètres
- Système d’alimentation et de tension du fil de travail
- Système de positionnement de la pièce dans trois axes
- Système de pompage et de filtration du liquide diélectrique
- Module de refroidissement stabilisant la température du fluide de travail
Le liquide diélectrique joue un rôle crucial dans le processus d’électroérosion à fil. L’eau déminéralisée a une faible conductivité électrique, ce qui empêche les décharges incontrôlées. La température du fluide est stabilisée par le système de refroidissement, maintenant des conditions de traitement optimales.
Le système d’automatisation surveille l’état du fil et détecte sa rupture. La fonction d’enfilage automatique du fil réduit le temps d’arrêt de la machine. Des capteurs contrôlent le niveau d’usure du fil et signalent la nécessité de remplacer la bobine d’alimentation.
Types de matériaux adaptés au traitement
L’électroérosion à fil permet le traitement de tous les matériaux conducteurs d’électricité. La dureté mécanique n’affecte pas la capacité à traiter le matériau. L’acier à outils, les alliages de titane et les carbures cémentés sont couramment traités par cette méthode.
Les aciers trempés d’une dureté de 50 à 65 HRC peuvent être coupés sans endommager la structure. Les alliages difficiles à usiner, tels que l’Inconel ou le Hastelloy, peuvent être traités par électroérosion à fil. Les matériaux céramiques conducteurs sont également adaptés à cette technologie.
Matériaux souvent traités par la méthode WEDM :
- Aciers à outils trempés et non trempés de toutes nuances
- Alliages de titane utilisés dans l’industrie aérospatiale et médicale
- Carbures cémentés d’une dureté extrême
- Alliages de nickel résistants aux hautes températures
- Graphite d’électrode utilisé dans l’électroérosion à fil
Le cuivre et ses alliages sont facilement usinables par électroérosion à fil. L’aluminium nécessite des paramètres spéciaux en raison de sa faible température de fusion. Les matériaux non magnétiques, tels que le laiton ou le bronze, conviennent également parfaitement à cette méthode d’usinage.
Conseil : Avant de commencer l’usinage, vérifiez la conductivité électrique du matériau à l’aide d’un multimètre, car les matériaux non conducteurs ne conviennent pas à l’électroérosion à fil.
Processus d’électroérosion à fil étape par étape
L’électroérosion à fil nécessite une préparation minutieuse et une exécution précise des étapes successives du processus. Chaque étape a un impact direct sur la qualité du produit final et le délai de réalisation de la commande. Le processus se déroule dans un environnement strictement contrôlé, où la température et l’humidité sont maintenues à un niveau constant.
L’automatisation du processus permet d’usiner des éléments 24 heures sur 24 sans surveillance constante. L’opérateur prépare le programme d’usinage et règle la pièce, et la machine effectue la découpe selon la trajectoire programmée. Le système de surveillance contrôle en permanence les paramètres du processus et effectue des corrections automatiques.
Préparation de la pièce à usiner
La pièce à usiner doit être soigneusement fixée sur la table de travail de la machine. Le système de fixation assure une position stable de l’élément pendant toute la durée de l’usinage. Une fixation inexacte entraîne des erreurs dimensionnelles et une détérioration de la qualité de surface.
Le matériau doit être soigneusement nettoyé de toute saleté, graisse ou rouille avant le début du processus. La surface doit être sèche, car l’humidité peut perturber les décharges électriques. L’identification des points de référence sur la pièce permet un positionnement précis.
L’épaisseur du matériau usiné influence le choix du diamètre du fil et des paramètres de coupe. Les éléments fins nécessitent des réglages plus délicats que les plaques épaisses. La compensation des contraintes internes du matériau trempé évite les déformations pendant la coupe.
Un trou de départ doit être réalisé dans le matériau avant de commencer la découpe des contours intérieurs. Le diamètre du trou doit être supérieur au diamètre du fil de travail. La position du trou de départ est programmée dans le logiciel CAM avant le début de l’usinage.
Programmation de la trajectoire de coupe
Le logiciel CAO/FAO est utilisé pour concevoir la géométrie de l’élément et générer les trajectoires de l’outil. Le modèle tridimensionnel est converti en code machine compris par le système de commande CNC. Le programme prend en compte la compensation de la largeur de la fente et l’ordre de découpe des différents contours.
La stratégie de coupe détermine quels contours seront coupés en premier. Les éléments intérieurs sont généralement découpés avant les contours extérieurs. L’ordre des opérations minimise les contraintes et évite le déplacement du matériau pendant l’usinage.
Le système calcule automatiquement les transitions entre les contours de coupe successifs. Les points d’enfilage du fil sont optimisés pour réduire le temps d’usinage. La simulation du processus dans le logiciel permet de détecter d’éventuelles collisions avant le début de la coupe réelle.
La stratégie d’usinage multi-passes garantit la plus haute qualité de surface. La première passe élimine la majeure partie du matériau à grande vitesse. Les passes de finition ultérieures améliorent la précision dimensionnelle et réduisent la rugosité de surface.
Paramètres influençant la qualité d’exécution
Le courant de crête détermine la quantité d’énergie fournie lors d’une décharge électrique unique. Un courant plus élevé accélère le processus de coupe, mais entraîne une rugosité de surface plus importante. Un courant faible assure une surface plus lisse au détriment d’un temps d’usinage prolongé.
La durée de l’impulsion électrique affecte directement la taille des cratères formés à la surface. Les impulsions courtes créent de petits cratères, ce qui se traduit par une meilleure qualité de surface. Les impulsions longues augmentent l’efficacité de l’enlèvement de matière tout en dégradant la finition.
Paramètres clés du processus :
- La tension de l’entrefer contrôlant l’intensité des décharges
- La fréquence des impulsions déterminant le nombre de décharges par seconde
- La vitesse d’avance du fil influençant la stabilité du processus
- La pression du liquide diélectrique assurant un rinçage efficace
- La température du fluide de travail maintenue dans une plage optimale
La tension du fil de travail doit être maintenue à un niveau constant pendant toute la durée de l’usinage. Une tension trop faible provoque des vibrations du fil et une détérioration de la précision. Une tension excessive augmente le risque de rupture du fil, en particulier avec de petits diamètres.
La qualité du liquide diélectrique a un impact direct sur la stabilité du processus de décharge. La conductivité électrique de l’eau déminéralisée doit être contrôlée et maintenue en dessous d’un certain niveau. Le système de filtration élimine les particules d’érosion, empêchant leur redéposition sur la surface usinée.
Conseil : Le contrôle régulier de la conductivité du liquide diélectrique à l’aide d’un multimètre permet d’éviter les problèmes d’instabilité des décharges et de détérioration de la qualité de coupe.
Avantages clés de l’électroérosion par fil par rapport aux autres méthodes
L’électroérosion par fil offre des capacités uniques que les méthodes d’usinage conventionnelles ne fournissent pas. La technologie élimine les limitations liées à la dureté du matériau et à la complexité de la géométrie. La précision d’exécution atteint des niveaux inaccessibles pour les méthodes de coupe traditionnelles.
L’absence de contact mécanique entre l’outil et la pièce élimine les problèmes liés à la flexion de l’outil. Les éléments délicats à paroi mince peuvent être usinés sans risque de déformation. La répétabilité dimensionnelle en production de série atteint les plus hauts standards de qualité.
Possibilité de couper des matériaux trempés et durcis
L’électroérosion par fil permet l’usinage d’acier trempé jusqu’à une dureté de 65 HRC sans aucune restriction. Les méthodes de coupe traditionnelles nécessitent le remplacement des outils toutes les quelques minutes pour les matériaux supérieurs à 52 HRC. Le coût de l’usinage CNC de matériaux durcis dépasse 300 EUR par heure en raison de l’usure intensive des outils.
L’acier à outils D2 d’une dureté de 60 HRC est usiné par électroérosion à fil. Le processus n’entraîne aucune modification de la structure métallurgique du matériau. L’absence de zone affectée par la chaleur préserve les propriétés mécaniques de la pièce usinée.
Les carbures cémentés d’une dureté extrême peuvent être usinés par électroérosion à fil. Les matériaux céramiques conducteurs de courant peuvent également être coupés avec précision. L’élimination du cycle recuit-usinage-trempe permet d’économiser de 50 à 125 EUR par pièce.
Les alliages de titane utilisés dans l’industrie aérospatiale nécessitent des paramètres de coupe spécifiques. L’électroérosion à fil permet d’usiner le titane sans risque de microfissures. Le processus préserve l’intégrité de la surface, ce qui est essentiel pour les composants soumis à des charges dynamiques.
Précision dimensionnelle et qualité de surface
La précision dimensionnelle de l’électroérosion à fil atteint des tolérances de ±0,0025 à ±0,0076 mm. La répétabilité des dimensions en production de série est garantie par le système de commande CNC. La compensation de l’usure du fil s’effectue automatiquement, maintenant une précision de coupe constante.
La rugosité de surface peut atteindre 0,1 micromètre Ra avec des paramètres d’usinage appropriés. La surface après l’usinage de finition ressemble à un miroir et ne nécessite aucun polissage supplémentaire. L’absence de traces d’outil élimine la nécessité d’opérations de finition.
| Classe de finition | Valeur Ra (μm) | Application typique |
|---|---|---|
| Coupe grossière | 50,0 | Élimination de matière excédentaire |
| Usinage préliminaire | 12,5 | Coupe générale d’éléments |
| Semi-finition | 3,2 | Éléments standard |
| Finition | 0,8 | Composants de précision |
| Polissage | 0.05 | Surfaces miroir |
La stabilité thermique de la machine a un impact direct sur la précision dimensionnelle. Le contrôle de la température avec une précision de ±1°C est une norme dans l’usinage de précision. Les systèmes d’isolation des vibrations garantissent des conditions de fonctionnement stables de la machine.
Réalisation de formes intérieures complexes
L’électroérosion à fil permet de créer des coins intérieurs vifs avec un rayon de 0,1 mm. Le fraisage traditionnel ne peut pas atteindre de si petits rayons en raison de la taille de la fraise. Des fentes d’une largeur égale au diamètre du fil sont réalisées avec une précision totale.
Les contours intérieurs de géométrie complexe sont coupés sans limitation de forme. Le fil peut se déplacer librement sous le contrôle du système CNC, exécutant n’importe quel chemin. Les surfaces inclinées à angle variable sont réalisées par programmation de mouvement à cinq axes.
Les canaux de refroidissement dans les moules d’injection peuvent être réalisés dans n’importe quelle configuration. Les systèmes de flux conforment augmentent l’efficacité du refroidissement du moule. L’électroérosion à fil permet la réalisation de projets impossibles à réaliser par d’autres méthodes.
Les trous de forme avec des sections transversales irrégulières sont découpés avec une précision totale. Les éléments spatiaux de géométrie variable le long de la hauteur sont une application standard. La technologie permet la fabrication de pièces qui nécessitaient auparavant l’assemblage de plusieurs parties.
Absence de forces de coupe et de contraintes dans le matériau
Le processus d’électroérosion à fil ne génère pas de forces mécaniques agissant sur la pièce à usiner. L’absence de pression de l’outil élimine la déformation des parois minces et des éléments délicats. Aucune contrainte mécanique n’est introduite dans la structure du matériau pendant l’usinage.
Les éléments d’une épaisseur inférieure à 1 mm peuvent être découpés sans risque de déformation. Les fines tôles conservent leur planéité tout au long du processus d’usinage. Les matériaux élastiques ne posent pas de problèmes de précision dimensionnelle.
Les structures spatiales délicates conservent leur intégrité pendant la coupe. Les éléments ajourés de géométrie complexe sont découpés sans dommage. L’absence de vibrations garantit la plus haute qualité des bords de coupe.
Les éléments trempés ne nécessitent pas de traitement thermique supplémentaire après la coupe. Les propriétés mécaniques du matériau restent inchangées tout au long du processus. L’élimination des contraintes thermiques empêche les déformations après usinage.
Conseil : Les éléments à paroi extrêmement mince doivent être usinés avec un support supplémentaire d’une plaque de base, qui peut ensuite être séparée par une légère coupe de finition.
Comparaison de l’électroérosion à fil avec le tournage CNC et le fraisage
Le choix de la technologie d’usinage appropriée dépend des propriétés du matériau, de la géométrie de la pièce et des exigences de qualité. Chaque méthode a ses points forts et ses limites. L’analyse des coûts et des délais de réalisation est essentielle pour optimiser le processus de production.
Le tournage CNC est idéal pour la production d’éléments rotatifs en grandes séries. Le fraisage offre une polyvalence dans la mise en forme des surfaces spatiales. L’électroérosion à fil excelle dans l’usinage de précision des matériaux durs et des géométries complexes.
Différences dans le mécanisme d’enlèvement de matière
Le fraisage enlève la matière par usinage mécanique à l’aide d’un outil rotatif. La lame de la fraise entre en contact direct avec la matière, générant des forces d’usinage. La dureté du matériau influence directement l’usure de l’outil et les capacités d’usinage.
Le tournage utilise le mouvement de rotation de la pièce et le mouvement d’avance de l’outil. L’outil de tournage usine la matière par pénétration mécanique du tranchant. Le processus génère des températures élevées dans la zone d’usinage, ce qui limite les possibilités d’usinage de certains matériaux.
L’électroérosion à fil enlève la matière par érosion électrique sans contact physique. Les décharges électriques font fondre et évaporent des particules métalliques microscopiques. La dureté du matériau n’a aucune influence sur le processus, car il n’y a pas de forces mécaniques.
Comparaison des mécanismes d’usinage :
- Le fraisage nécessite que l’outil de coupe surpasse la dureté du matériau
- Le tournage génère des copeaux continus ou brisés évacués de la zone d’usinage
- L’électroérosion crée des cratères microscopiques évacués par un liquide diélectrique
- Le CNC utilise l’énergie mécanique du mouvement de rotation de l’outil
- L’électroérosion à fil utilise l’énergie électrique de décharges d’étincelles contrôlées
Le refroidissement dans les méthodes mécaniques sert à abaisser la température et à évacuer les copeaux. Le liquide diélectrique dans l’électroérosion sert d’isolant électrique et de milieu de refroidissement. La différence fondamentale réside dans la nature de l’interaction de l’outil avec le matériau.
Gamme d’épaisseurs et de dimensions des pièces usinées
Le fraisage CNC prend en charge des éléments allant de quelques millimètres à plusieurs mètres de dimensions. Les capacités d’usinage sont limitées par la taille de la table de travail et la portée des axes de la machine. Les grands éléments structurels sont couramment fraisés sur des centres d’usinage de grande taille.
Le tournage convient aux éléments rotatifs de diamètres allant de quelques millimètres à plusieurs mètres. La longueur de l’élément usiné est limitée par la distance entre les pointes du tour. Les arbres longs nécessitent un support supplémentaire par une lunette pour assurer la précision.
L’électroérosion à fil prend en charge des éléments d’une épaisseur allant de quelques millimètres à 300 mm en standard. La hauteur de coupe est limitée par la longueur de travail du fil entre les guides. Les éléments plus grands nécessitent des machines spéciales avec une course accrue de l’axe Z.
| Paramètre | Fraisage | Tournage | Électroérosion à fil |
|---|---|---|---|
| Mouvement de la pièce | Fixe | Rotatif | Fixe |
| Meilleure application | Surfaces complexes | Éléments cylindriques | Matériaux durs |
| Plage de tolérance | ±0,01-0,005 mm | ±0,01-0,005 mm | ±0,002 mm ou mieux |
| Vitesse d’usinage | Moyenne | Élevée | Plus lente |
La précision micrométrique est le domaine de l’électroérosion à fil pour des épaisseurs inférieures à 50 mm. Le fraisage offre une meilleure performance pour les pièces de plus grandes dimensions. Le tournage domine la production en série de pièces rotatives.
Choix de la technologie appropriée en fonction de l’application
Les matériaux d’une dureté supérieure à 50 HRC nécessitent l’électroérosion à fil pour un usinage économique. Le fraisage de tels matériaux entraîne une usure extrême des outils et des coûts élevés. L’usinage CNC est économique pour les matériaux tendres et moyennement durs.
Les pièces aux contours internes complexes sont une application idéale pour l’électroérosion. Le fraisage ne peut pas réaliser d’angles internes vifs inférieurs au rayon de la fraise. Le tournage se limite aux surfaces de révolution symétriques.
Les séries de production supérieures à 100 pièces favorisent les méthodes mécaniques en raison de leur rapidité. L’électroérosion est optimale pour les petites séries et les prototypes de précision. La production unitaire de formes complexes utilise l’électroérosion à fil (WEDM) pour économiser du temps de programmation.
Les plastiques, les composites et les matériaux non conducteurs nécessitent des méthodes mécaniques. L’électroérosion se limite exclusivement aux matériaux conducteurs d’électricité. L’aluminium et le cuivre sont usinés par toutes les méthodes avec une efficacité variable.
Conseil : Consulter un technicien expérimenté avant de choisir une méthode d’usinage peut permettre d’économiser des coûts et du temps de réalisation de projet considérables.
Limitations et inconvénients de la méthode d’électroérosion à fil
L’électroérosion à fil, malgré ses nombreux avantages, présente également des limitations technologiques importantes. La connaissance de ces limitations permet de choisir correctement la méthode d’usinage. L’analyse des inconvénients de la technologie est essentielle pour une évaluation réaliste des coûts et des délais de réalisation.
Certains projets ne se prêtent pas à la réalisation par électroérosion à fil. Des technologies alternatives peuvent s’avérer plus efficaces dans des applications spécifiques. Comprendre les limitations aide à éviter des décisions technologiques erronées.
Temps d’usinage long pour les pièces individuelles
La vitesse de coupe de l’électroérosion à fil est nettement inférieure à celle des méthodes mécaniques. Les matériaux épais nécessitent un temps d’usinage proportionnellement plus long. Une pièce de 100 mm d’épaisseur peut nécessiter plusieurs heures de coupe pour un seul contour.
Une stratégie d’usinage multi-passes allonge encore le temps de réalisation. Le passage d’ébauche retire la matière à une vitesse de 20-30 mm²/min. Les passages de finition travaillent à une vitesse de 5-10 mm²/min pour obtenir la plus haute qualité de surface.
Le fraisage CNC atteint des vitesses d’enlèvement de matière plusieurs fois supérieures dans des conditions appropriées. La production en grande série de pièces simples est plus économique par des méthodes conventionnelles. L’électroérosion est efficace pour les petites séries et les géométries complexes.
La préparation de la machine et l’enfilage du fil prennent de 10 à 20 minutes avant le début de la coupe. Le temps de programmation de contours complexes peut dépasser le temps d’usinage lui-même. L’automatisation du processus permet de travailler la nuit sans surveillance.
Nécessité de la conductivité électrique du matériau
L’électroérosion à fil nécessite un matériau conducteur de courant électrique pour que le processus ait lieu. Les plastiques, les composites et la céramique non conducteurs ne peuvent pas être usinés par cette méthode. Les matériaux isolants empêchent totalement le processus de décharges électriques.
Le bois, le caoutchouc et les matériaux organiques ne conviennent pas à l’électroérosion. Les composites à fibres de carbone ne peuvent être usinés qu’avec une conductivité appropriée de la couche superficielle. Les stratifiés non conducteurs nécessitent des méthodes d’usinage alternatives.
La conductivité électrique minimale du matériau doit dépasser un certain seuil pour un processus stable. Certains alliages d’aluminium à faible conductivité peuvent causer des problèmes de performance. Un test de conductivité avant le début du projet est essentiel.
Les revêtements isolants à la surface du matériau doivent être retirés avant l’usinage. Les peintures, les vernis et les couches protectrices empêchent le passage du courant. Les matériaux vernis nécessitent un retrait mécanique du revêtement dans la zone de coupe.
Coûts de consommation du fil et du diélectrique
Le fil de travail est consommé en continu pendant tout le processus d’usinage. Le coût du fil de laiton varie de 12,50 à 37,50 EUR par kilogramme, selon le diamètre. Le fil de molybdène aux propriétés spéciales coûte beaucoup plus cher.
La consommation de fil par mètre de coupe dépend de l’épaisseur du matériau et des paramètres d’usinage. Un élément nécessitant 10 mètres de coupe peut consommer plusieurs centaines de mètres de fil. Les coûts des consommables représentent une part importante des coûts d’usinage totaux.
Coûts d’exploitation estimés :
- Fil de laiton standard de 12,50 à 25,00 EUR par kilogramme
- Fil revêtu de zinc de 25,00 à 37,50 EUR par kilogramme
- Remplacement des filtres de liquide diélectrique toutes les 200-300 heures de fonctionnement
- Résines échangeuses d’ions régénérées toutes les 500-1000 heures d’usinage
- Électricité environ 5-10 kW pendant l’usinage actif
Le liquide diélectrique nécessite un contrôle régulier de la conductivité et un remplacement. Le système de filtration élimine les particules d’érosion, mais nécessite un entretien périodique. Les résines échangeuses d’ions qui restaurent les propriétés de l’eau ont une durée de vie limitée.
Les coûts d’entretien de la pureté du liquide diélectrique affectent l’économie du processus. Un liquide contaminé dégrade la stabilité des décharges et la qualité de l’usinage. Le remplacement régulier des éléments filtrants est une nécessité opérationnelle.
Conseil : La tenue d’un registre de la consommation de fil et de liquide diélectrique permet de calculer précisément les coûts d’usinage des projets individuels.
Services d’électroérosion à fil WEDM dans l’entreprise CNC Partner
CNC Partner est spécialisée dans la technologie avancée d’électroérosion à fil WEDM. L’entreprise assure un usinage de précision des matériaux conducteurs d’électricité à l’aide de machines modernes. La technologie permet de réaliser des éléments d’une dureté extrême jusqu’à 64 HRC avec une précision micrométrique. Le parc de machines comprend deux découpeuses fil +GF+ CUT 300SP de 2016.
L’entreprise réalise des commandes de prototypes uniques ainsi que des séries de production comptant des milliers de pièces. La localisation à Bydgoszcz et une logistique efficace permettent de servir des clients de toute la Pologne et des pays de l’Union Européenne. L’expérience acquise au cours de plus de 30 ans d’activité se traduit par la plus haute qualité des services d’usinage des métaux.
Technologie avancée de coupe par électroérosion
L’électroérosion par fil chez CNC Partner utilise un fil de laiton comme électrode de travail. Des décharges électriques contrôlées entre le fil et le matériau provoquent une érosion précise du métal. Le processus se déroule dans de l’eau déminéralisée, qui dissipe la haute température générée pendant l’usinage. La hauteur de coupe maximale atteint 400 mm sur les machines disponibles.
La technologie élimine les forces de coupe agissant sur la pièce usinée, ce qui protège les éléments délicats contre les dommages. La parallélisme de coupe atteint moins de 5 micromètres. La qualité de surface atteint un niveau Ra ≤ 0,15 micromètre. La méthode permet de réaliser des coins internes vifs impossibles à obtenir par fraisage ou tournage.
Capacités polyvalentes d’usinage des matériaux
L’entreprise usine des matériaux de très haute dureté, y compris des aciers à outils et des alliages métalliques difficiles à usiner. L’électroérosion par fil est utilisée dans la production de moules d’injection, de matrices et de poinçons pour matrices de découpe. CNC Partner utilise des matériaux de haute qualité tels que les aciers à outils, les aciers cémentables et les aciers poudres avancés.
La possibilité de couper sous n’importe quel angle permet de réaliser des éléments à géométrie spatiale complexe. La précision d’exécution fait que la technologie trouve son application dans les industries aérospatiale, médicale et automobile. Les tolérances dimensionnelles atteignent 1 micromètre, ce qui répond aux exigences des projets les plus exigeants.
Offre complète de services d’usinage
CNC Partner complète l’électroérosion par fil avec une large gamme de technologies d’usinage des métaux. Le fraisage CNC est réalisé sur quatre centres d’usinage modernes. Le tournage CNC s’effectue sur un tour avancé avec outils entraînés. Le rectification CNC assure une finition de surface d’une qualité Ra 0,63.
Les devis sont préparés dans un délai de 2 à 48 heures après la demande. La réalisation des commandes dure de 3 à 45 jours selon le degré de complexité du projet. La livraison sur le territoire polonais s’effectue dans les 48 heures. Les contrats plus importants sont pris en charge par le transport propre de l’entreprise directement chez le destinataire.
Contactez-nous pour commander des services d’électroérosion à fil WEDM et d’autres méthodes d’usinage CNC de métaux. Une équipe de spécialistes expérimentés vous fournira des conseils techniques professionnels et préparera un devis détaillé du projet. Consultez nos prix actuels et les possibilités de réalisation de commandes individuelles. CNC Partner assure un soutien à chaque étape de la production, de la conception à la livraison dans les délais des éléments finis.
Services de usinage des métaux CNC
Applications pratiques de la technologie WEDM dans l’industrie
L’électroérosion à fil trouve une large application dans les industries nécessitant la plus haute précision d’usinage. Cette technologie permet de réaliser des projets impossibles à exécuter par des méthodes conventionnelles. Les industries technologiquement avancées s’appuient sur l’électroérosion pour la production de composants critiques.
Le développement de la technologie WEDM a ouvert de nouvelles possibilités dans la conception d’éléments mécaniques. Les limitations géométriques des méthodes d’usinage traditionnelles ont été surmontées. Les ingénieurs peuvent concevoir des composants optimisés pour la fonctionnalité sans compromis de production.
Production de moules d’injection et de matrices de découpe
Les moules d’injection pour matières plastiques exigent une précision extrême de la géométrie des cavités de moulage. L’électroérosion à fil permet de réaliser des contours complexes avec une précision micrométrique. Les canaux de refroidissement aux formes irrégulières augmentent l’efficacité de la production.
Les aciers à outils trempés à 60-64 HRC sont couramment utilisés dans les moules. L’usinage après trempe élimine les déformations thermiques et assure la précision dimensionnelle. L’électroérosion à fil permet de couper l’acier trempé sans dégradation des propriétés.
Les matrices de découpe pour l’industrie de l’emballage et de l’automobile sont fabriquées par la méthode WEDM. Le tranchant de la matrice nécessite un profil précis et une qualité de surface adéquate. La répétabilité dimensionnelle dans la production en série des matrices est garantie par la technologie CNC.
Les matrices pour l’emboutissage et le matriçage d’éléments métalliques utilisent l’électroérosion à fil. Les formes complexes des matrices sont découpées avec une précision géométrique totale. La dureté du matériau de la matrice ne constitue pas une limitation pour la technologie d’électroérosion.
Fabrication d’outils de coupe aux formes complexes
Les fraises aux profils spéciaux sont fabriquées par électroérosion à fil. Les gorges à copeaux et les arêtes de coupe nécessitent une géométrie précise. Les carbures frittés utilisés dans les outils de coupe sont un matériau idéal pour le WEDM.
Les forets étagés de diamètre variable sur la longueur de travail sont produits par cette technologie. Les gorges hélicoïdales à pas précis assurent une évacuation efficace des copeaux. L’électroérosion permet de réaliser des géométries impossibles à rectifier.
Les outils pour l’usinage plastique des métaux exigent une dureté extrême et une précision de forme. Les poinçons pour le forgeage matriciel sont trempés à leur dureté maximale avant la coupe. Le WEDM permet l’usinage de finition après trempe sans risque de fissures.
Les couteaux industriels aux formes de lame complexes sont découpés avec une précision dimensionnelle. L’angle de la lame et la géométrie du tranchant sont contrôlés avec une précision micrométrique. La répétabilité des dimensions garantit une qualité de coupe uniforme de tous les couteaux d’une série.
Usinage de composants pour les industries aérospatiale et médicale
L’industrie aérospatiale exige des composants d’une fiabilité extrême et d’une masse minimale. L’électroérosion à fil permet de fabriquer des éléments aux géométries spatiales complexes. Les alliages de titane et d’Inconel sont usinés couramment pour les moteurs d’avion.
Les aubes de turbine aux profils aérodynamiques précis sont produites par WEDM. Le refroidissement interne des aubes nécessite des canaux aux formes complexes. La technologie élimine les zones d’influence thermique critiques pour les propriétés mécaniques.
Les éléments des systèmes de train d’atterrissage exigent la plus haute précision dimensionnelle et qualité de surface. Les tolérances d’assemblage inférieures à 0,01 mm sont la norme dans les constructions aéronautiques. L’électroérosion à fil assure la répétabilité des dimensions sur toute la série de production.
Les implants médicaux tels que les stents et les prothèses nécessitent une biocompatibilité et une précision. L’acier chirurgical et les alliages de titane sont usinés sans introduire de contraintes mécaniques. La douceur de surface des implants est essentielle pour la biocompatibilité.
Les instruments chirurgicaux aux formes complexes sont fabriqués avec une précision micrométrique. Les lames de scalpels et de ciseaux chirurgicaux nécessitent une géométrie de tranchant parfaite. L’électroérosion permet la production en série d’instruments de qualité uniforme.
Conseil : La documentation du processus d’usinage des composants aéronautiques et médicaux doit satisfaire aux normes rigoureuses ISO 9001 et AS9100 pour assurer une traçabilité complète.
FAQ : Foire aux questions
Quelle est l’épaisseur maximale du matériau qui peut être coupée par électroérosion à fil ?
Les machines WEDM standard traitent des matériaux d’une épaisseur allant de quelques millimètres à 300 mm. La hauteur de coupe dépend de la distance entre les guides supérieur et inférieur du fil d’électrode. Les machines industrielles spécialisées permettent l’usinage d’éléments plus épais, atteignant même 500 mm avec une configuration appropriée. L’épaisseur du matériau influence directement la vitesse et le temps d’usinage.
Les matériaux plus fins, inférieurs à 50 mm, sont coupés plus rapidement et avec une plus grande précision dimensionnelle. Les éléments épais nécessitent plusieurs passes de finition pour obtenir une surface lisse. Chaque millimètre d’épaisseur supplémentaire allonge le processus de coupe proportionnellement. La vitesse d’enlèvement de matière est généralement de 20 à 50 mm² par minute, en fonction de la dureté de l’alliage et des paramètres des décharges électriques.
L’épaisseur optimale pour l’électroérosion à fil se situe entre 10 et 100 mm. Les éléments très épais peuvent nécessiter un diamètre de fil augmenté et des modifications des paramètres d’usinage. La stabilité du processus diminue avec l’augmentation de l’épaisseur, c’est pourquoi les matériaux de plus de 200 mm nécessitent une attention particulière de l’opérateur.
Quels sont les problèmes les plus fréquents lors de l’usinage WEDM et comment les résoudre ?
La rupture du fil d’électroérosion est le problème opérationnel le plus courant des machines d’électroérosion à fil. Les causes incluent une tension excessive du fil, un liquide diélectrique contaminé et des paramètres de décharge inappropriés. Le système de réenfilage automatique du fil minimise les temps d’arrêt, mais chaque rupture prolonge le délai de livraison des commandes. Le contrôle de la tension du fil et de la qualité du liquide diélectrique prévient la plupart des pannes.
Causes typiques des problèmes opérationnels :
- Liquide diélectrique contaminé avec une conductivité électrique accrue
- Tension du fil trop élevée provoquant une surcharge mécanique
- Paramètres de courant et de fréquence d’impulsion incorrects
- Guides de fil endommagés perturbant son mouvement
- Flux insuffisant de liquide diélectrique dans le sillon de coupe
L’instabilité des décharges électriques entraîne une détérioration de la qualité de surface et de la précision dimensionnelle. Le problème est résolu en modifiant les paramètres du processus et en remplaçant les filtres de liquide usagés. Une maintenance régulière de la machine conformément aux recommandations du fabricant élimine la plupart des défauts techniques.
Quels diamètres de fil sont utilisés en électroérosion et de quoi dépend leur choix ?
Le fil d’électroérosion est disponible dans des diamètres allant de 0,02 mm à 0,33 mm, selon l’application. Un diamètre standard de 0,25 mm convient à la plupart des applications industrielles. Les fils fins inférieurs à 0,1 mm sont utilisés pour la micro-usinage de pièces de précision et de bijoux. Les fils épais supérieurs à 0,3 mm sont utilisés pour la découpe de matériaux de grande épaisseur et dans des applications nécessitant une plus grande productivité.
Le choix du diamètre du fil dépend de plusieurs facteurs technologiques. L’épaisseur du matériau à usiner détermine le diamètre minimal du fil assurant la stabilité du processus. La précision dimensionnelle requise et la qualité de surface influencent la décision concernant le diamètre. Les fils plus fins permettent de réaliser des coins internes plus aigus et des rainures plus étroites.
Les fils de plus petit diamètre nécessitent une tension plus faible et des paramètres de décharge plus doux. La vitesse de coupe diminue avec la réduction du diamètre du fil d’électroérosion. Le coût du fil augmente proportionnellement à sa finesse en raison des difficultés de production. Le matériau du fil est également important, car le laiton, le molybdène et les fils revêtus offrent différentes propriétés de coupe.
Quel est le coût horaire d’une machine d’électroérosion à fil en Pologne ?
Le coût horaire de l’électroérosion à fil varie de 37,50 EUR à 62,50 EUR. Le prix dépend de la classe de la machine, de sa précision et de ses capacités technologiques. Les électro-érosion modernes avec réenfilage automatique du fil sont plus coûteuses à exploiter. Les coûts comprennent l’amortissement de la machine, la consommation de fil, de liquide diélectrique et d’électricité.
La complexité de la géométrie de la pièce usinée influence directement le prix du service. Les contours simples sont moins chers que les formes complexes nécessitant plusieurs passes de finition. La dureté du matériau n’affecte pas significativement les coûts, car l’électroérosion retire le matériau indépendamment de sa dureté mécanique.
Composants des coûts opérationnels :
- Consommation de fil de laiton de 50 à 150 złotys par kilogramme (environ 12,50 à 37,50 EUR par kilogramme)
- Électricité environ 5 à 10 kW pendant l’usinage actif
- Filtration et régénération du liquide diélectrique toutes les 300 heures de fonctionnement
- Entretien des guides de fil et remplacement des pièces usées
- Travail de l’opérateur et programmation des trajectoires de coupe CNC
Les séries de production supérieures à 10 pièces permettent de réduire le coût unitaire de l’élément. La programmation est effectuée une seule fois et le coût est réparti sur toute la série. Les prototypes unitaires sont proportionnellement plus chers en raison du temps de préparation complet de la machine. La consultation d’un fabricant expérimenté permet d’optimiser le projet en termes de coûts de production.
Combien de temps dure le processus de coupe d’un élément par électroérosion à fil ?
Le temps de coupe dépend de nombreux facteurs technologiques et géométriques de l’élément. La vitesse d’enlèvement de matière est généralement de 20 à 50 mm² par minute lors de la coupe grossière. Les passes de finition travaillent beaucoup plus lentement, atteignant 5 à 15 mm² par minute. Un élément d’une longueur de coupe de 500 mm et d’une épaisseur de 50 mm peut nécessiter de 2 à 4 heures d’usinage. Les multiples passes de finition prolongent encore le temps de réalisation.
La programmation des trajectoires de coupe et la préparation de la machine prennent de 20 à 60 minutes avant le début de l’usinage. Le bobinage automatique du fil réduit les temps d’arrêt après rupture. Les géométries internes complexes nécessitent la réalisation de trous de départ, ce qui prolonge encore le processus. La stratégie d’usinage a une influence significative sur le temps total de réalisation du projet.
Une épaisseur de matériau supérieure à 100 mm prolonge proportionnellement le temps de coupe d’un contour unique. Les matériaux à haute conductivité thermique, tels que le cuivre et l’aluminium, peuvent être usinés plus rapidement. Une précision dimensionnelle inférieure à 0,005 mm nécessite des passes de finition supplémentaires, ce qui augmente le temps de 30 à 50 %. L’automatisation du processus permet de travailler en continu sans surveillance de l’opérateur pendant toute la journée.
Résumé
L’électroérosion à fil WEDM constitue une technologie révolutionnaire dans l’usinage d’éléments industriels de précision. La méthode utilise des décharges électriques contrôlées pour enlever la matière sans contact mécanique. La précision dimensionnelle atteint des tolérances micrométriques, inaccessibles aux méthodes de coupe traditionnelles.
La technologie élimine les limitations liées à la dureté du matériau usiné. Les aciers trempés jusqu’à 65 HRC sont coupés couramment sans risque d’endommagement de l’outil. L’absence de forces mécaniques empêche la déformation des éléments délicats et l’introduction de contraintes. Les géométries internes complexes avec des angles vifs sont réalisées avec une précision totale.
Les applications industrielles comprennent la production de moules d’injection, de matrices et d’outils de coupe. L’industrie aérospatiale et médicale utilise le WEDM pour la fabrication de composants critiques. La répétabilité dimensionnelle et la qualité de surface répondent aux normes de qualité les plus élevées. Le processus nécessite la conductivité électrique du matériau, ce qui limite son applicabilité aux métaux et alliages.
Les limites de la technologie incluent une vitesse d’usinage plus lente que les méthodes mécaniques. Les coûts de consommation de fil et de liquide diélectrique affectent l’économie du processus. L’électroérosion à fil reste une solution irremplaçable pour l’usinage de précision de matériaux durs et de formes complexes. Le développement des technologies CNC et de l’automatisation augmente constamment l’efficacité et la disponibilité de la méthode WEDM.
Sources :
- https://en.wikipedia.org/wiki/Electrical_discharge_machining
- https://www.sciencedirect.com/topics/materials-science/wire-electrical-discharge-machining
- https://www.sciencedirect.com/topics/engineering/dielectric-fluid
- https://www.imeko.info/publications/tc14-2007/IMEKO-TC14-2007-71.pdf
- http://jmacheng.not.pl/pdf-130399-58869?filename=Comparative+Analysis+of.pdf
- https://reliableedm.com/Complete%20EDM%20Handbook/Complete%20EDM%20Handbook_5.pdf
- https://www.metalopedia.pl/artykul/charakterystyka-elektrodrazenia-drutowego-271634








