L’industrie automobile traverse actuellement la plus grande transformation depuis des décennies. Les véhicules électriques nécessitent des composants d’une précision supérieure aux solutions traditionnelles à combustion interne. L’électroérosion à fil WEDM (Wire Electrical Discharge Machining) est devenue une technologie indispensable pour les fabricants qui cherchent à répondre à des normes de qualité rigoureuses.
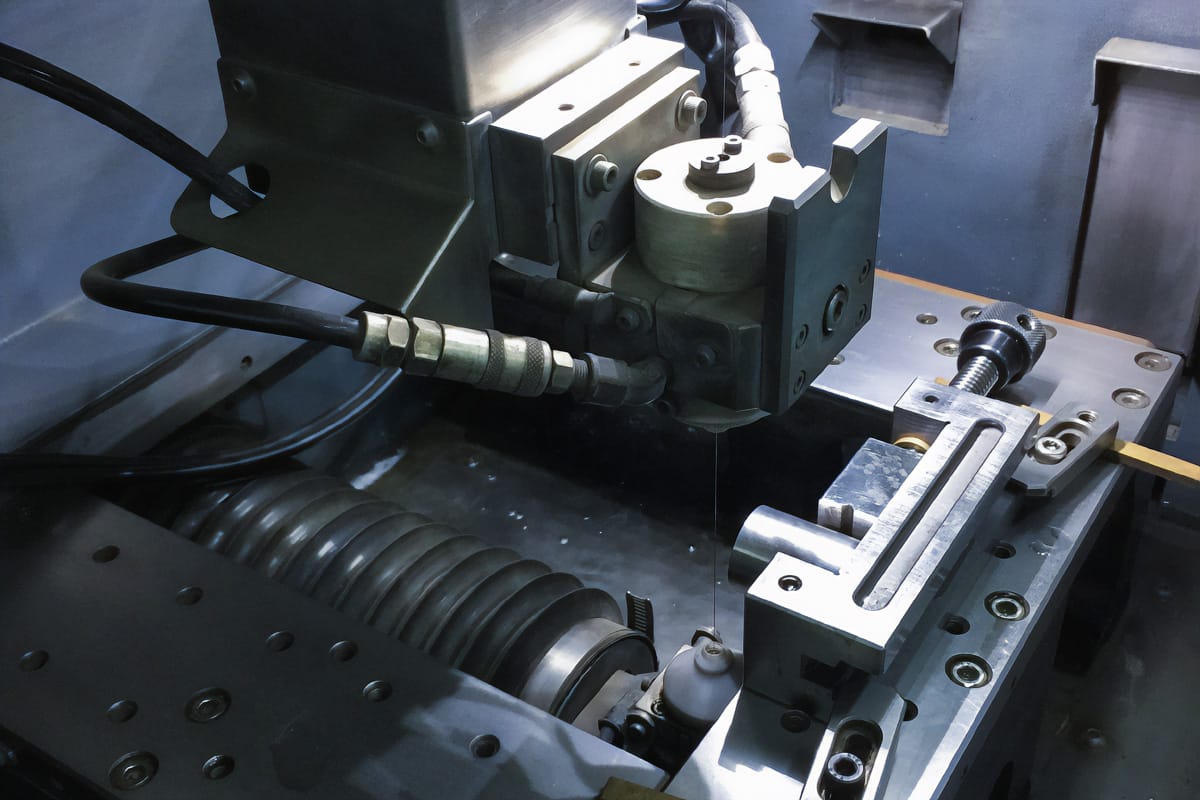
Cette méthode utilise des décharges électriques pour façonner les matériaux conducteurs. Le fil de l’électrode, souvent en cuivre, n’entre jamais en contact physique avec la pièce usinée. Des étincelles électriques, dont la température dépasse 10 000 degrés Celsius, font fondre et évaporent des particules microscopiques de métal. Le processus se déroule dans un diélectrique, généralement de l’eau déminéralisée, qui dissipe la chaleur et élimine le matériau usé.
Le secteur des véhicules électriques présente aux ingénieurs des défis impossibles à relever par des méthodes conventionnelles. Les aimants en néodyme des moteurs électriques, les boîtiers des batteries lithium-ion ou les engrenages de précision nécessitent une exactitude mesurée en micromètres. La technologie WEDM répond à ces exigences tout en éliminant les contraintes mécaniques caractéristiques de l’usinage par copeaux.
Précision de l’électroérosion à fil dans la production de moteurs électriques
Les moteurs électriques sont le cœur de tout véhicule zéro émission. Leur efficacité dépasse 95 %, mais atteindre une telle performance nécessite des composants fabriqués avec une précision extraordinaire. Le rotor et le stator doivent coopérer avec des entreferts minimaux. Toute déviation dimensionnelle affecte directement les pertes magnétiques et la génération de chaleur.
Le processus d’électroérosion permet de fabriquer des composants sans contact direct de l’outil avec le matériau. L’élimination des forces mécaniques empêche la déformation et la fissuration des matériaux fragiles. Les fabricants obtiennent des tolérances impossibles à atteindre par fraisage ou tournage. La structure métallographique reste intacte, ce qui se traduit par une longévité accrue des composants.
Exigences de tolérance des éléments du rotor et du stator
Les rotors des moteurs électriques comportent des rainures pour les enroulements, dont la géométrie détermine les caractéristiques du couple. Les tolérances dimensionnelles de ces rainures ne doivent pas dépasser ±0,02 mm. Des écarts entraînent une répartition inégale du champ magnétique, générant des vibrations et du bruit pendant le fonctionnement du moteur.
Paramètres clés du rotor :
- Parallélisme des surfaces frontales (maximum 5 μm)
- Symétrie des rainures par rapport à l’axe de rotation
- Rugosité de surface Ra ≤ 0,15 μm
- Battement radial inférieur à 10 μm
Les stators nécessitent une précision analogue. Les paquets de tôles magnétiques sont composés de centaines de couches d’une épaisseur de 0,35 mm. Chaque couche doit être découpée de manière identique pour assurer un flux magnétique approprié. L’électroérosion à fil garantit la répétabilité de la forme entre les différents éléments.
Les roulements dans les moteurs fonctionnent à des vitesses de rotation atteignant 20 000 tours par minute. Les logements de roulement nécessitent une précision d’alignement supérieure à 15 μm. La technologie WEDM répond à ces exigences sans risque d’introduire de contraintes internes dans le matériau. Les zones d’influence thermique restent minimales, ce qui empêche la modification des propriétés mécaniques.
Usinage d’aimants en néodyme avec une tolérance de ±0,05 mm
Les aimants permanents en néodyme-fer-bore (NdFeB) génèrent le champ magnétique commercial le plus puissant disponible. Leur énergie maximale dépasse 400 kJ/m³, mais la structure fragile du fritté rend l’usinage mécanique difficile. Les méthodes conventionnelles provoquent l’écaillage des bords et la formation de microfissures qui dégradent les propriétés magnétiques.
L’électroérosion à fil n’induit pas de contraintes mécaniques lors de la mise en forme. Les décharges électriques vaporisent le matériau sans contact avec l’outil. La technologie atteint des tolérances comprises entre ±0,01 et ±0,05 mm pour les aimants frittés. Cette précision assure un bon positionnement des aimants dans les rotors des moteurs électriques.
La température dans la zone de décharge dépasse le point de fusion des alliages de néodyme, mais la durée d’impulsion très courte limite l’influence de la chaleur. La couche refondue ne dépasse pas 10 μm d’épaisseur. La structure cristalline du fritté reste stable en dehors de la zone d’usinage étroite. Les propriétés magnétiques conservent les paramètres de conception sans nécessiter de recuit supplémentaire.
Le processus nécessite l’utilisation d’électrodes fil de 0,10 à 0,30 mm de diamètre. Les diamètres plus petits permettent de former des coins intérieurs vifs. Les rayons d’arrondi peuvent être minimisés à des valeurs presque égales au rayon du fil. Les fabricants réalisent des géométries d’aimants complexes sans compromettre les tolérances dimensionnelles.
Conservation de la structure métallographique des matériaux conducteurs
La microstructure des métaux détermine leurs propriétés mécaniques et électriques. L’usinage par coupe introduit des contraintes de cisaillement qui déforment les grains cristallins. Les zones de cisaillement s’étendent sur une profondeur de 50 à 200 μm sous la surface usinée. Les matériaux durcissent localement, ce qui peut entraîner la formation de fissures pendant l’exploitation.
L’électroérosion élimine ces problèmes. L’absence de contact mécanique signifie des forces de coupe nulles. La structure des grains reste inchangée. L’orientation cristallographique conserve l’état initial du matériau. La seule modification est une fine couche refondue de quelques micromètres d’épaisseur, qui est généralement éliminée lors des passes d’usinage finales.
Paramètres de conservation de la structure :
- Profondeur d’influence thermique (2-15 μm)
- Absence de déformation plastique des grains
- Conservation de la texture cristallographique
- Stabilité des propriétés électriques
Les matériaux conducteurs, tels que le cuivre électrolytique dans les connexions de batterie, nécessitent une conductivité supérieure à 58 MS/m. Les déformations mécaniques peuvent réduire cette valeur de 5 à 10 % en introduisant des défauts de réseau. Le processus WEDM conserve la conductivité d’origine, ce qui est crucial pour l’efficacité des systèmes énergétiques des véhicules électriques.
Technologie WEDM dans la fabrication de composants de batteries pour véhicules électriques
Les batteries lithium-ion constituent l’élément le plus complexe de la conception d’un véhicule électrique. Les unités d’une capacité de 60 à 100 kWh contiennent des milliers de cellules individuelles. La gestion thermique de ces systèmes détermine la sécurité et la durée de vie de l’ensemble du pack. Les composants doivent dissiper la chaleur générée lors de la charge rapide et de la décharge intensive.
Les boîtiers de batterie sont fabriqués à partir d’alliages d’aluminium des séries 6xxx et 7xxx. Ces matériaux combinent une faible densité avec une résistance élevée, mais leur usinage par des méthodes traditionnelles pose des difficultés. L’électroérosion à fil permet de créer des canaux de refroidissement complexes aux sections transversales irrégulières. Des parois d’une épaisseur de 1,5 mm séparent les canaux individuels, tout en maintenant la résistance structurelle.
Boîtiers et systèmes de refroidissement des cellules lithium-ion
La température de fonctionnement d’une cellule lithium-ion ne doit pas dépasser 45°C en fonctionnement normal. Une augmentation à 60°C accélère la dégradation de l’électrolyte et réduit la durée de vie de 20 à 30 %. Les systèmes de refroidissement liquide constituent la solution privilégiée pour les grands packs de traction.
Les plaques de refroidissement contiennent des canaux sinueux d’une largeur de 3 à 5 mm. Du propylène glycol circule dans ces conduits, absorbant la chaleur des cellules. La géométrie des canaux doit assurer un flux uniforme avec une résistance hydraulique minimale. Un bord intérieur tranchant peut provoquer des turbulences qui réduisent l’efficacité du transfert de chaleur.
Avantages de l’électroérosion dans la production de plaques de refroidissement :
- Formation de canaux avec des rayons de 0,5 mm
- Maintien d’une épaisseur de paroi intercanaux constante
- Usinage d’alliages difficiles à usiner sans bavures
- Positionnement précis des trous de montage
Les modules de batterie contiennent également des séparateurs thermiques en alliages de titane ou en céramique technique. Ces matériaux ont une faible conductivité thermique, isolant les cellules les unes des autres. La technologie WEDM permet de découper ces matériaux fragiles sans risque de fissures mécaniques.
Des tests en laboratoire ont montré que les systèmes intégrés combinant le refroidissement liquide avec des modules thermoélectriques et des matériaux à changement de phase réduisent la température de la batterie de 9 à 14 % par rapport à la convection naturelle. Les composants de précision fabriqués par électroérosion permettent la réalisation de telles solutions avancées.
Connecteurs électriques de précision à haute conductivité
Chaque cellule d’un pack de batterie doit être connectée en série ou en parallèle. Les connecteurs intercellulaires transportent des courants atteignant 300 à 500 ampères lors de l’accélération du véhicule. La résistance électrique d’une seule connexion ne doit pas dépasser 0,1 mΩ. Des valeurs plus élevées génèrent des pertes de puissance et chauffent localement le système.
Les connecteurs sont fabriqués en cuivre électrolytique d’une pureté de 99,95 % ou en alliages cuivre-béryllium. Les surfaces de contact doivent être planes avec une tolérance maximale de 20 μm. L’électroérosion à fil assure cette planéité sans introduire de contraintes qui pourraient déformer les éléments minces.
L’épaisseur typique d’un joint est de 0,5 à 1,0 mm. L’emboutissage conventionnel peut provoquer des déformations et des microfissures sur des épaisseurs aussi faibles. Le processus WEDM réalise la mise en forme sans déformation plastique. Les bords restent nets, ce qui facilite le soudage laser ultérieur ou le soudage par ultrasons.
Astuce : L’utilisation d’électrodes fil de 0,10 mm de diamètre permet de découper des joints avec une tolérance de positionnement des trous de montage de ±0,005 mm, ce qui élimine le besoin d’un calibrage supplémentaire lors du montage du pack batterie.
Avantages de l’électroérosion à fil pour l’usinage des matériaux avancés
Les véhicules électriques modernes utilisent des matériaux dont l’usinage représentait un défi il y a encore une décennie. Les carbures frittés dans les transmissions, les alliages de titane dans les éléments porteurs ou les alliages superdurs dans les roulements nécessitent des méthodes de fabrication inhabituelles. Les outils de coupe conventionnels s’usent après quelques minutes de travail sur de tels matériaux.
L’électroérosion ne dépend pas de la dureté de la pièce. Le processus est basé uniquement sur la conductivité électrique du matériau. Le carbure fritté d’une dureté de 1800 HV est usiné aussi facilement que l’acier de construction. Il n’y a pas d’usure de l’outil au sens conventionnel, car le fil de l’électrode est constamment déroulé d’une bobine d’alimentation.
Possibilités de mise en forme des carbures frittés et des alliages de titane
Les carbures frittés contiennent des particules de carbure de tungstène liées par un liant cobalt. Ce matériau atteint une dureté supérieure à celle de la céramique technique. Son utilisation dans les transmissions des véhicules électriques est due à sa résistance exceptionnelle à l’usure abrasive. Les dents des engrenages en carbure conservent leur profil d’évolvente même après un kilométrage de 500 000 km.
Le fraisage des carbures nécessite des outils diamantés, dont le coût dépasse 500 EUR pièce. La durée de vie d’une telle fraise ne dépasse pas 2-3 heures aux paramètres de productivité. L’électroérosion à fil élimine complètement ce problème. Le coût du fil de cuivre est d’environ 12,50-20 EUR par kilogramme, ce qui suffit pour des dizaines d’heures d’usinage.
Paramètres d’usinage des matériaux difficiles à usiner :
- Carbure fritté : vitesse de coupe 15-25 mm²/min
- Alliage de titane Ti-6Al-4V : vitesse de coupe 30-45 mm²/min
- Acier à outils trempé : vitesse de coupe 40-60 mm²/min
Les alliages de titane sont utilisés dans les éléments du châssis des véhicules électriques. L’alliage Ti-6Al-4V combine une résistance élevée avec une faible densité (4,43 g/cm³). L’usinage par coupe provoque un échauffement intense de la zone de coupe, ce qui entraîne l’adhérence du matériau à l’arête de coupe. La technologie WEDM ne génère pas de tels problèmes, atteignant des vitesses de coupe 2 à 3 fois supérieures à celles du fraisage.
Élimination des contraintes mécaniques pendant le processus d’usinage
Les contraintes internes dans les composants mécaniques réduisent leur durée de vie. Les zones soumises à des contraintes de traction deviennent des sites d’initiation de fissures de fatigue. Les composants des systèmes d’entraînement fonctionnent dans des cycles de charge qui, après des années, peuvent entraîner une destruction catastrophique.
Le processus d’électroérosion n’introduit pas de forces mécaniques dans la pièce à usiner. L’énergie des décharges électriques est dispersée dans un volume de matériau très réduit. Chaque impulsion dure des microsecondes, ce qui limite le transfert de chaleur vers les couches plus profondes. Les contraintes thermiques sont négligeables par rapport aux méthodes conventionnelles.
Les études métallographiques montrent que la zone affectée par la chaleur (ZAT) dans le processus d’électroérosion à fil est de 5 à 20 μm. À titre de comparaison, la rectification génère une ZAT d’une profondeur de 50 à 150 μm. Une ZAT plus petite signifie de meilleures propriétés de fatigue du composant fini. La résistance à la fatigue des éléments après électroérosion est supérieure de 10 à 15 % à celle obtenue après rectification.
Utilisation d’électrodes fil de diamètre de 0,10 à 0,30 mm
Le diamètre du fil de l’électrode détermine le rayon de courbure minimal qui peut être réalisé pendant l’usinage. Les fils fins permettent de façonner des coins internes vifs et des fentes étroites. Les électrodes plus épaisses assurent une plus grande stabilité lors de la coupe rapide de sections droites.
Les fils de cuivre d’un diamètre de 0,25 mm sont les plus couramment utilisés. Ce matériau combine une bonne conductivité électrique avec une résistance mécanique adéquate. Les fils de cuivre-tungstène sont utilisés pour l’usinage de matériaux à haute conductivité, car le cuivre ordinaire entraînerait une usure excessive dans de telles conditions.
| Diamètre du fil | Rayon minimal | Vitesse de coupe | Application |
|---|---|---|---|
| 0,10 mm | 0,08 mm | 5-10 mm²/min | Microcomposants, fentes inférieures à 0,3 mm |
| 0,20 mm | 0,15 mm | 15-25 mm²/min | Connecteurs électriques, trous de précision |
| 0,25 mm | 0,18 mm | 25-40 mm²/min | Applications universelles, engrenages |
| 0,30 mm | 0,22 mm | 35-55 mm²/min | Matériaux épais, grandes surfaces de coupe |
La tension du fil pendant l’usinage doit être contrôlée avec une précision de ±1 N. Une tension trop faible provoque des vibrations qui dégradent la rugosité de surface. Une tension excessive peut entraîner la rupture du fil, en particulier lors de changements de direction brusques. Les systèmes de contrôle modernes ajustent automatiquement la tension aux conditions d’usinage actuelles.
Précision dimensionnelle à quelques micromètres
La précision de positionnement des systèmes CNC dans les machines WEDM atteint une résolution de 0,1 μm. La répétabilité de positionnement se situe dans la plage de ±0,5 μm. Une telle précision mécanique élevée se traduit directement par les tolérances dimensionnelles des pièces usinées. Le parallélisme des surfaces opposées peut être maintenu dans la limite de 2-5 μm sur une longueur de 100 mm.
L’espace d’étincelage entre le fil et le matériau est de 0,01-0,05 mm, en fonction des paramètres de décharge. Cette largeur est constante pendant tout le processus, ce qui garantit l’uniformité dimensionnelle. La programmation de l’usinage prend en compte cet espace, en compensant automatiquement sa valeur. La pièce finie ne nécessite aucune correction dimensionnelle.
La rugosité de surface après le dernier passage d’électroérosion atteint Ra = 0,15-0,30 μm. Ces valeurs sont comparables à celles du rectifiage de précision. De nombreux composants peuvent être utilisés directement après l’électroérosion, sans usinage de finition supplémentaire. L’élimination de l’opération de rectification réduit le temps de production de 20-30%.
Conseil : L’utilisation d’une stratégie multi-passes, où le premier passage retire la majeure partie du matériau et les trois suivants réalisent la finition, permet d’atteindre une précision dimensionnelle de ±0,002 mm tout en maintenant une vitesse d’usinage économique.
Rôle de l’automatisation du processus WEDM dans le secteur automobile
La production de véhicules électriques nécessite une échelle impossible à atteindre par des méthodes manuelles. Les usines produisent des centaines de milliers d’unités par an. Chaque véhicule contient des milliers de composants de précision, dont la qualité doit être identique. L’automatisation du processus d’électroérosion est devenue une nécessité pour répondre aux exigences du marché.
Les machines WEDM modernes fonctionnent en mode non surveillé pendant 20 à 22 heures par jour. Le changement automatique des pièces à usiner est effectué à l’aide de robots industriels. Les systèmes de palettes préparent les lots de matériaux suivants pendant que la machine exécute la commande en cours. Le temps d’arrêt a été réduit au minimum nécessaire pour la maintenance.
Systèmes de contrôle CNC dans la production de composants de véhicules électriques
Les contrôleurs numériques de dernière génération utilisent des processeurs multi-cœurs d’une puissance de calcul supérieure à 10 GFLOPS. Les calculs de trajectoire du fil s’effectuent en temps réel avec une fréquence de 1 kHz. Le contrôle adaptatif ajuste les paramètres de décharge aux conditions actuelles, en compensant l’usure du fil et les changements de propriétés du diélectrique.
La programmation de l’usinage s’effectue dans des environnements CAM intégrés aux systèmes CAO. L’ingénieur conçoit le composant dans un logiciel 3D, et le logiciel génère automatiquement les parcours d’outil. La simulation du processus permet de détecter d’éventuelles collisions et d’optimiser l’ordre des opérations avant de commencer l’usinage physique.
Capacités des systèmes CNC modernes :
- Interpolation de mouvement de fil d’électrode à cinq axes
- Correction automatique des dimensions due à la température
- Surveillance de l’état du fil et remplacement avant rupture
- Compensation des vibrations de la structure de la machine
- Archivage des paramètres de chaque élément produit
Les systèmes de vision contrôlent la qualité de l’usinage pendant le processus. Des caméras CCD d’une résolution de 5 mégapixels enregistrent le profil de l’objet après chaque passage. Des algorithmes de traitement d’image détectent les écarts dimensionnels supérieurs à 5 μm. La correction automatique intervient immédiatement, éliminant la production d’éléments défectueux.
Réduction des déchets de matériaux et optimisation des coûts de production
L’efficacité d’utilisation du matériau dans le processus WEDM dépasse 85 %. La largeur de la fente d’étincelle n’est que de 0,3 à 0,5 mm, ce qui permet un placement dense des éléments découpés sur la feuille de matériau. L’optimisation du nesting s’effectue automatiquement, minimisant la quantité de résidus.
Les déchets générés lors de l’électroérosion se présentent sous forme de fines particules d’un diamètre de 1 à 10 μm en suspension dans le diélectrique. Le système de filtration récupère ces particules, qui peuvent ensuite être refondues et réutilisées. Le recyclage des matériaux réduit les coûts des matières premières de 5 à 8 % sur la production annuelle.
L’absence d’usure des outils de coupe élimine les coûts de leur achat et de leur régénération. Un centre d’usinage traditionnel consomme des outils d’une valeur de 3,75 à 6,25 EUR par heure de fonctionnement. Une machine WEDM utilise un fil coûtant 0,75 à 1,25 EUR par heure. Les économies directes dépassent 70 % dans la catégorie des consommables.
Intégration avec les technologies de l’Industrie 4.0 dans les usines de production
Le concept de l’Industrie 4.0 suppose une connexion complète de toutes les machines et de tous les systèmes dans l’usine de production. Les machines WEDM équipées d’interfaces de communication transmettent les données d’exploitation aux systèmes supérieurs MES et ERP. Le suivi de la production s’effectue en temps réel.
Les capteurs IoT surveillent les paramètres critiques du processus. La température du diélectrique, la tension du fil, l’intensité des décharges et la position de la tête sont enregistrées à une fréquence de 10 Hz. Des algorithmes d’apprentissage automatique analysent ces données, prédisant l’usure des composants. La maintenance prédictive réduit les arrêts imprévus de 40 à 50 %.
Les jumeaux numériques des machines permettent de simuler le processus avant le démarrage physique. Le modèle mathématique prend en compte les propriétés du matériau, la géométrie de l’élément et les paramètres d’usinage. L’optimisation dans un environnement virtuel réduit le temps de préparation de la production de plusieurs jours à quelques heures. Le démarrage virtuel élimine le risque d’endommager un matériau coûteux lors des essais.
Astuce : L’implémentation d’un système de collecte de données OEE (Overall Equipment Effectiveness) pour le parc de machines WEDM permet d’identifier les goulots d’étranglement de production et d’optimiser les plannings, augmentant ainsi l’utilisation des machines de 15 à 20 % sans investissement en équipements supplémentaires.
Services d’électroérosion à fil WEDM chez CNC Partner
CNC Partner est spécialisé dans la technologie d’électroérosion à fil WEDM, offrant un usinage de précision des matériaux conducteurs. L’entreprise utilise des machines avancées +GF+ CUT 300SP, qui permettent de réaliser les projets industriels les plus exigeants. La hauteur de coupe maximale atteint 400 mm, ce qui permet l’usinage de composants de grande taille utilisés dans les industries automobile et aérospatiale.
Une expérience de près de 30 ans dans l’usinage des métaux et un parc de machines moderne garantissent une qualité d’exécution supérieure. La précision dimensionnelle inférieure à 5 micromètres et une rugosité de surface Ra ≤ 0,15 μm répondent aux normes de production les plus strictes. Les clients de Pologne et des pays d’Europe occidentale choisissent CNC Partner pour la garantie de la réalisation des commandes dans les délais.
Gamme de services d’électroérosion dans la production de composants
L’électroérosion à fil chez CNC Partner couvre un large éventail d’applications industrielles. L’usinage d’aciers à outils d’une dureté allant jusqu’à 64 HRC s’effectue sans introduire de contraintes mécaniques. La capacité à former des angles internes vifs distingue la méthode WEDM des techniques d’usinage conventionnelles.
L’entreprise réalise la production de matrices, de poinçons et d’éléments de précision pour les systèmes d’entraînement. L’usinage par électroérosion permet de créer des géométries complexes dans les aciers poudrés, les matériaux cémentables et les alliages difficiles à usiner. Chaque élément fait l’objet d’un contrôle qualité rigoureux avant l’expédition au client.
Les projets réalisés comprennent :
- Matrices et poinçons pour l’industrie de la transformation plastique
- Composants de moules d’injection aux formes complexes
- Pièces de transmission et de systèmes de freinage
- Éléments de précision pour l’industrie médicale
- Prototypes structurels pour les bureaux d’études
Une équipe de spécialistes expérimentés analyse chaque commande individuellement. La cotation de la commande est préparée dans un délai de 2 à 48 heures. Le délai de réalisation varie de 3 à 45 jours, en fonction de la complexité du projet. La livraison en Pologne s’effectue dans un délai maximal de 48 heures après la fin de la production.
Offre complète d’usinage de métaux CNC
CNC Partner offre une gamme complète de services d’usinage de métaux CNC. En plus de l’électroérosion à fil, des services de fraisage CNC, du tournage CNC et de la rectification CNC sont disponibles. L’intégration de différentes méthodes permet la réalisation complète de projets nécessitant un usinage en plusieurs étapes.
Un parc de machines avancé comprend des fraiseuses +GF+ Mikron VCE, des tours HAAS et des rectifieuses JUNG. Tous les équipements sont régulièrement modernisés pour répondre aux dernières normes industrielles. Les clients bénéficient d’un support technique à chaque étape de la réalisation de la commande.
L’entreprise traite les commandes en série et les commandes unitaires. La production de prototypes uniques se déroule aussi efficacement que la réalisation de séries de plusieurs milliers de pièces. Les avis positifs des clients avec une note de 5,0 confirment la fiabilité et le professionnalisme de CNC Partner.
Services de usinage des métaux CNC
Contactez l’équipe de CNC Partner pour obtenir un devis détaillé pour l’électroérosion à fil WEDM. Les spécialistes fourniront une consultation technique professionnelle et conseilleront sur les solutions de production optimales. Vérifiez la disponibilité actuelle des délais de livraison et commandez des composants de précision pour votre projet.
Composants de systèmes d’entraînement de véhicules électriques fabriqués par WEDM
Les systèmes de transmission des véhicules électriques diffèrent considérablement des solutions à combustion interne. Le moteur électrique génère un couple maximal dès la vitesse de rotation nulle. Les engrenages doivent transmettre un couple supérieur à 300 Nm tout en maintenant un fonctionnement silencieux. La précision de fabrication des dents des roues dentées détermine la qualité de fonctionnement de l’ensemble du système.
Les systèmes de freinage exigent une fiabilité exceptionnelle. Les valves modulant la pression dans le système ABS interviennent des dizaines de fois lors de chaque freinage. La géométrie des sièges de soupape doit être réalisée avec une tolérance micrométrique pour assurer l’étanchéité et des temps de réaction appropriés. L’électroérosion à fil répond à ces exigences tout en maintenant une productivité économique.
Éléments de transmission automatique avec modules de 1,5 à 4 mm
Le module d’une roue dentée définit le rapport entre le diamètre de division et le nombre de dents. Les petits modules caractérisent les roues à dents fines, utilisées dans les transmissions à rotation rapide. Les véhicules électriques utilisent des réducteurs à un ou deux étages avec des rapports de 8:1 à 12:1.
Les dents évolventes nécessitent une reproduction précise du profil théorique, car des écarts de forme supérieurs à 15 μm entraînent une concentration de contraintes et une usure accélérée. Le fraisage d’engrenages avec des outils à vis sans fin atteint une précision de classe 6-7 selon la norme DIN 3962. L’électroérosion à fil réalise une classe de précision 5-6, assurant un fonctionnement plus silencieux de la transmission.
Paramètres des roues dentées fabriquées par WEDM :
- Module : 1,5-4,0 mm (optimal 2,0-3,0 mm)
- Nombre de dents : 15-80
- Précision du profil : classe 5 selon DIN 3962
- Rugosité du flanc de dent : Ra 0,2-0,4 μm
- Dureté du matériau : jusqu’à 65 HRC sans limitation
Les matériaux utilisés pour les roues dentées comprennent les aciers alliés 16MnCr5 et 18CrNiMo7-6 après trempe. La dureté de surface dépasse 58-62 HRC. L’usinage de tels matériaux est impossible sans revenu préalable. Le processus WEDM façonne les roues durcies sans qu’il soit nécessaire de réduire leur dureté.
Les transmissions des véhicules électriques fonctionnent dans une plage de vitesses de rotation de 0 à 18 000 tr/min sur l’arbre moteur. Après réduction, cela correspond à 0-2000 tr/min sur les roues motrices. Les charges dynamiques exigent un ajustement précis des éléments coopérants. Le jeu de tête ne doit pas dépasser 0,15 mm et le jeu latéral 0,05 mm pour garantir un fonctionnement silencieux.
Vannes de régulation de pression dans les systèmes de freinage ABS
Les systèmes anti-blocage des roues lors du freinage fonctionnent en boucle de rétroaction avec une fréquence de 10-15 Hz. Les capteurs de vitesse de rotation de chaque roue transmettent les données au contrôleur. Les vannes électromagnétiques modulent la pression dans les circuits de freinage individuels, empêchant le patinage.
Le siège de la vanne contient une surface d’étanchéité conique avec un angle de 60 degrés. L’assise de l’aiguille de la vanne doit être coaxiale avec l’axe du siège avec une précision de 10 μm. Les écarts entraînent des fuites et une augmentation des temps de réaction du système. La technologie WEDM assure la coaxialité requise tout au long du cycle de production.
La pression dans le système de freinage atteint 180 bar lors d’un freinage d’urgence. Le matériau de la vanne doit supporter de telles charges pendant au moins 10 ans d’exploitation. L’acier inoxydable X5CrNi18-10 combine la résistance à la corrosion avec une résistance appropriée. L’électroérosion façonne la géométrie de la vanne sans introduire de contraintes susceptibles d’initier des fissures de corrosion sous contrainte.
Conseil : L’application d’une stratégie d’usinage avec compensation de la déformation thermique, où la géométrie est corrigée en fonction de la mesure de la température du matériau, permet de maintenir des tolérances dimensionnelles de ±3 μm même pour des éléments aux formes spatiales complexes, éliminant ainsi les défauts de production.
FAQ : Foire aux questions
Quels matériaux peuvent être usinés par WEDM lors de la production de composants de véhicules électriques ?
L’électroérosion à fil permet de façonner tous les matériaux conducteurs d’électricité. La conductivité minimale requise pour un usinage efficace est d’environ 10⁻² Ω⁻¹ cm⁻¹. Le processus est particulièrement efficace avec les aciers à outils trempés, les alliages de titane Ti-6Al-4V et les carbures cémentés d’une dureté supérieure à 1800 HV. Le cuivre électrolytique, l’aluminium de qualité aéronautique et les alliages de magnésium peuvent également être usinés par électroérosion.
La méthode permet de façonner des matériaux impossibles à fraiser conventionnellement. Les aimants en néodyme, la céramique conductrice et les alliages de cobalt superdurs peuvent être découpés avec précision sans risque de fissuration. La dureté du matériau n’affecte pas la vitesse d’usinage, car le processus repose uniquement sur des décharges électriques. Des étincelles individuelles font fondre et évaporent des particules microscopiques, indépendamment des propriétés mécaniques de l’élément usiné.
Quelle précision dimensionnelle est réalisable avec l’électroérosion des composants automobiles ?
Les machines WEDM modernes atteignent des tolérances dimensionnelles de l’ordre de ±0,002 à ±0,005 mm avec un choix approprié des paramètres. La répétabilité de positionnement des systèmes CNC se situe dans la plage de ±0,5 μm. Le parallélisme des surfaces opposées est maintenu à un niveau de 2 à 5 micromètres sur une longueur de 100 mm. La rugosité de surface après le passage final atteint Ra 0,15-0,30 μm, ce qui élimine la nécessité d’un meulage supplémentaire. L’espace d’étincelage entre le fil et le matériau reste constant pendant tout le processus, assurant l’uniformité dimensionnelle des éléments finis sans corrections supplémentaires.
Pourquoi l’électroérosion surpasse-t-elle les méthodes traditionnelles pour la production de boîtiers de batteries lithium-ion ?
Les systèmes de refroidissement des packs de batteries nécessitent des canaux sinueux aux sections transversales irrégulières. Le fraisage de telles géométries dans des alliages d’aluminium génère des forces de coupe importantes qui déforment les parois minces d’une épaisseur de 1,5 à 2,0 mm. L’électroérosion élimine totalement les contraintes mécaniques, préservant la stabilité dimensionnelle des structures délicates. Le processus permet de créer des coins intérieurs vifs d’un rayon de 0,5 mm, impossibles à obtenir avec des fraises sphériques.
Les alliages d’aluminium des séries 6xxx et 7xxx se caractérisent par une viscosité qui provoque le collage des copeaux sur la lame pendant le processus de coupe. La technologie WEDM ne génère pas de copeaux au sens conventionnel. Le matériau est évaporé et les particules résultantes sont évacuées par le diélectrique. Les connexions inter-cellules en cuivre électrolytique conservent une conductivité supérieure à 58 MS/m, car la structure cristalline reste intacte. Les déformations plastiques caractéristiques de l’emboutissage réduiraient la conductivité de 5 à 10 % en introduisant des défauts de réseau.
Comment le procédé d’électroérosion élimine-t-il les contraintes internes dans les matériaux des composants ?
Les contraintes mécaniques sont générées lors de l’usinage par les forces de cisaillement agissant sur le matériau. Les zones de déformation s’étendent sur une profondeur de 50 à 200 micromètres sous la surface, provoquant un durcissement localisé. L’électroérosion à fil n’implique aucun contact physique entre l’outil et la pièce. Le fil de l’électrode ne touche jamais la pièce usinée, éliminant ainsi totalement les forces mécaniques.
L’énergie des décharges électriques est dissipée dans un volume très réduit. Chaque impulsion dure des microsecondes, limitant le transfert de chaleur aux couches plus profondes du matériau. La zone d’influence thermique est de 5 à 20 μm, tandis que la rectification génère une HAZ de 50 à 150 μm de profondeur. La résistance à la fatigue des composants après électroérosion est supérieure de 10 à 15 % à celle des éléments rectifiés. L’absence de contraintes internes prolonge la durée de vie des pièces fonctionnant dans des cycles de charge caractéristiques des systèmes de propulsion des véhicules.
Quels diamètres de fil d’électrode sont utilisés pour l’usinage des composants de véhicules électriques ?
Les diamètres typiques varient de 0,10 à 0,30 mm, en fonction des exigences géométriques. Un fil de 0,25 mm constitue une solution polyvalente, combinant productivité et précision. Les électrodes d’une épaisseur de 0,10 à 0,15 mm sont utilisées pour la production de micro-composants et la réalisation de fentes d’une largeur inférieure à 0,3 mm. Les fils plus épais de 0,30 mm assurent une plus grande stabilité lors de la coupe de matériaux d’une épaisseur supérieure à 50 mm.
Le rayon de courbure minimal dépend directement du diamètre du fil. Une électrode de 0,10 mm permet de former des coins internes d’un rayon de 0,08 mm. Le matériau du fil est important : le cuivre est utilisé en standard, tandis que les fils cuivre-tungstène sont efficaces pour l’usinage de matériaux à très haute conductivité. La tension du fil doit être contrôlée avec une précision de ±1 N pour éviter les vibrations qui dégradent la rugosité de surface. Les systèmes modernes ajustent automatiquement la tension aux conditions de coupe actuelles.
L’électroérosion convient-elle à la production en série de composants automobiles ?
L’automatisation du procédé WEDM permet un fonctionnement sans surveillance pendant 20 à 22 heures par jour. Les robots industriels échangent les pièces usinées, tandis que les systèmes de palettes préparent les lots de matériaux suivants. Les contrôleurs CNC multi-cœurs calculent les trajectoires en temps réel avec une fréquence de 1 kHz. Le contrôle adaptatif compense l’usure du fil et les variations des propriétés du diélectrique, maintenant une qualité constante tout au long de la série de production.
L’efficacité d’utilisation du matériau dépasse 85 % grâce à l’optimisation de la disposition des éléments. La largeur de la fente d’étincelle de 0,3 à 0,5 mm permet un empilement dense des géométries sur la feuille de matière première. L’absence d’usure des outils de coupe réduit les coûts d’exploitation de 70 % par rapport au fraisage. Les systèmes de vision contrôlent les dimensions pendant l’usinage, éliminant les éléments défectueux. L’intégration avec les technologies de l’Industrie 4.0 assure le suivi de chaque composant, ce qui répond aux exigences des normes de qualité du secteur automobile.
Résumé
L’électroérosion à fil WEDM est devenue une technologie indispensable pour l’industrie des véhicules électriques. La précision mesurée en micromètres, la capacité d’usiner des matériaux avancés et l’élimination des contraintes mécaniques rendent cette méthode idéale pour les composants exigeants. Les moteurs électriques, les batteries lithium-ion et les systèmes de propulsion nécessitent une qualité que les méthodes conventionnelles ne peuvent garantir.
L’automatisation du processus et l’intégration avec les technologies de l’Industrie 4.0 permettent d’atteindre une échelle de production adaptée aux besoins du marché. La réduction des déchets de matériaux et l’optimisation des coûts de fabrication se traduisent par une compétitivité économique. Les systèmes de commande CNC garantissent la répétabilité de la qualité tout en réduisant les temps de préparation de la production. La maintenance prédictive minimise les temps d’arrêt, maximisant ainsi l’efficacité de l’utilisation des machines.
Le développement de l’électromobilité stimulera les progrès futurs de la technologie d’électroérosion. Des composants de plus en plus petits, des exigences de performance plus élevées et de nouveaux matériaux composites posent de nouveaux défis aux ingénieurs. L’électroérosion à fil évolue, offrant une précision et une productivité encore plus grandes. Les investissements dans cette technologie constituent une décision stratégique pour tout fabricant cherchant à devenir un leader dans le secteur des véhicules électriques.
Sources :
- https://en.wikipedia.org/wiki/Electrical_discharge_machining
- https://www.sciencedirect.com/science/article/abs/pii/S000785060762085X
- https://www.uneedpm.com/what-is-wire-edm-your-complete-guide/
- https://www.stanfordmagnets.com/tolerance-limits-for-different-magnet-processes.html
- https://www.nature.com/articles/s41598-025-90486-2
- https://www.sciencedirect.com/science/article/abs/pii/S0169433207006988
- https://pmc.ncbi.nlm.nih.gov/articles/PMC9821652/








