L’électroérosion à fil WEDM est l’une des méthodes les plus précises pour usiner les matériaux conducteurs d’électricité. La technologie utilise un fil métallique fin comme électrode, qui n’entre pas en contact direct avec le matériau à usiner. Le processus repose sur des décharges électriques contrôlées qui érodent des particules métalliques microscopiques de la surface de travail.
L’application du WEDM comprend la production de pièces dont les dimensions varient de quelques micromètres à plusieurs centaines de millimètres. La méthode permet de créer des géométries complexes qui sont impossibles à réaliser avec les méthodes d’usinage traditionnelles. La précision dimensionnelle atteint des tolérances de l’ordre de ±0,001 mm, ce qui rend la technologie indispensable dans les industries exigeant la plus haute précision.
Le développement des machines WEDM a permis l’usinage de matériaux d’une dureté supérieure à 65 HRC. Le processus se déroule dans un milieu de fluide diélectrique, le plus souvent de l’eau déminéralisée, qui refroidit le matériau et évacue les produits d’érosion. L’automatisation des systèmes modernes permet un fonctionnement de plusieurs heures sans surveillance de l’opérateur.
Qu’est-ce que l’électroérosion à fil WEDM et comment fonctionne cette technologie ?
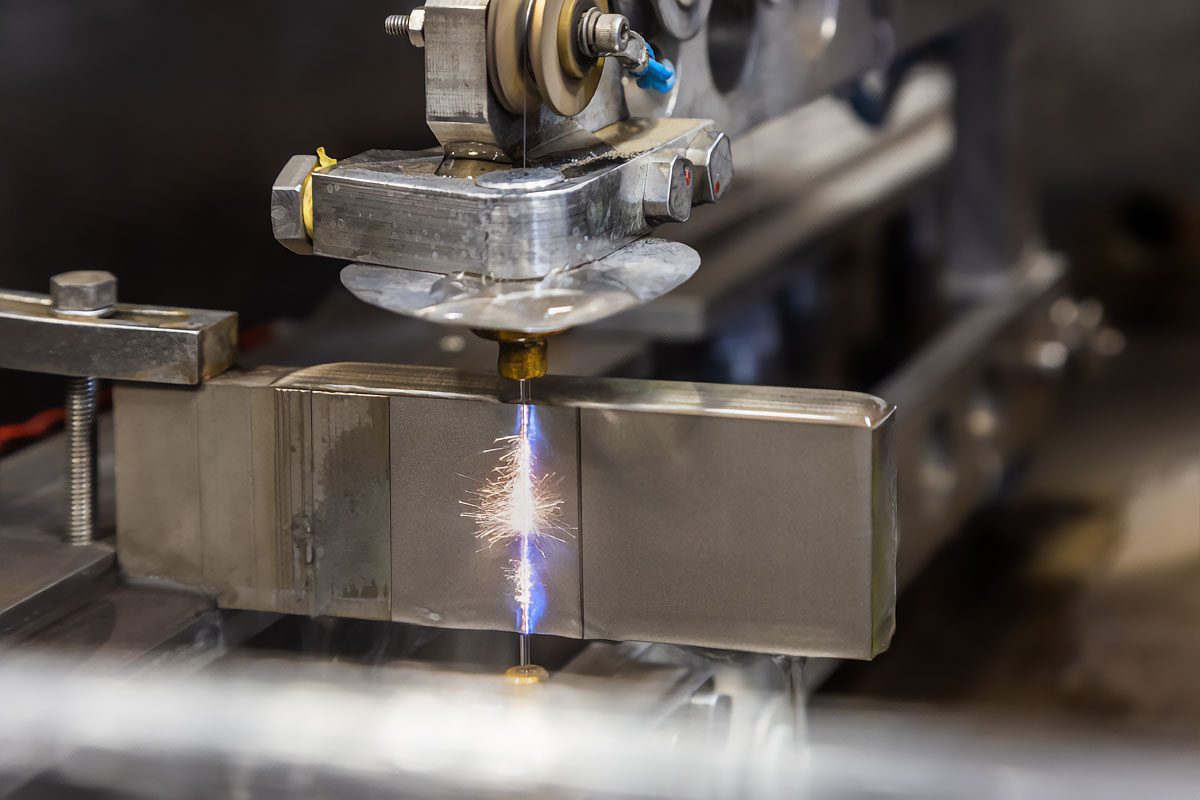
L’électroérosion à fil utilise le phénomène d’érosion électrique entre deux électrodes de polarités opposées. Le fil de travail, qui est l’électrode négative, transporte un courant électrique aux paramètres contrôlés. Le matériau à usiner constitue l’électrode positive dans le circuit électrique. Lorsque la distance entre les électrodes diminue à quelques micromètres, une décharge d’étincelles se produit.
L’énergie de chaque impulsion électrique est précisément contrôlée par le générateur EDM. La fréquence des impulsions peut atteindre plusieurs centaines de milliers de décharges par seconde. La température au point de décharge dépasse 10 000 °C, ce qui provoque la fusion et la vaporisation locales du matériau. Les produits d’érosion sont immédiatement éliminés par le fluide diélectrique en circulation.
Mécanisme du processus d’électroérosion
Le générateur d’impulsions produit des décharges dont la durée varie de 0,1 à 500 microsecondes. Les pauses entre les impulsions permettent d’évacuer la chaleur et d’éliminer les produits d’érosion. Le rapport entre le temps d’impulsion et la pause détermine la rugosité de la surface et la vitesse d’usinage. Des impulsions courtes assurent une surface lisse, mais réduisent l’efficacité du processus.
Le système de commande CNC contrôle la trajectoire du fil dans l’espace tridimensionnel. Le fil est continuellement alimenté à partir d’une bobine d’alimentation et enroulé sur une bobine réceptrice. La vitesse d’avance du fil s’adapte automatiquement aux conditions d’usinage. La tension du fil est maintenue constante par un système de contrôle de tension.
Le fluide diélectrique joue un rôle essentiel dans le processus d’électroérosion. L’eau déminéralisée a une faible conductivité électrique, ce qui empêche les décharges incontrôlées. La pression du fluide est généralement de 5 à 20 bars, assurant un rinçage efficace de la fente de travail. La température du fluide est stabilisée par un système de refroidissement.
Types de fils de travail et leurs applications
Le fil en laiton d’un diamètre de 0,25 mm est la norme dans la plupart des applications. La teneur en zinc dans le laiton affecte la stabilité du processus et la qualité de la surface. Les fils en cuivre permettent une vitesse de coupe plus élevée pour les matériaux à haute conductivité. L’acier inoxydable comme matériau de fil est utilisé pour l’usinage de matériaux magnétiques.
Les fils enrobés de zinc offrent une meilleure stabilité de l’arc électrique. Le molybdène, en tant que matériau de fil, est utilisé dans l’usinage des carbures cémentés. Le diamètre du fil, de 0,02 à 0,33 mm, détermine le rayon de courbure minimal. Les fils plus fins permettent de réaliser des coins plus vifs et des trous plus petits.
Les fils de section rectangulaire trouvent leur application dans des usages spécifiques. La surface de la section influe sur la stabilité des décharges électriques. La qualité du fil détermine la répétabilité des dimensions des pièces usinées. Les systèmes de contrôle automatiques détectent les ruptures de fil et reprennent le processus.
Quels petits détails peut-on réaliser par électroérosion à fil ?
L’électroérosion à fil WEDM atteint la plus haute précision dans la production de composants miniatures. La technologie permet de créer des éléments de dimensions micrométriques avec des tolérances de l’ordre de quelques micromètres. L’absence de forces mécaniques élimine les déformations du matériau pendant l’usinage. Le processus préserve la structure métallographique du matériau sans introduire de contraintes.
L’industrie médicale utilise la WEDM pour la production d’implants et d’instruments chirurgicaux. Le secteur de l’électronique exige des connecteurs et des contacts électriques de précision. L’industrie horlogère a besoin de mécanismes microscopiques aux formes complexes. Le secteur de l’optique produit des composants pour lasers et systèmes de mesure.
Composants microélectroniques et électroniques
Les connecteurs électriques de dimensions submillimétriques nécessitent la plus haute précision d’exécution. Les contacts doivent conserver une géométrie définie de la surface de contact. La résistance électrique de la connexion dépend de la qualité des surfaces de contact. Les éléments de blindage protègent contre les interférences électromagnétiques à des fréquences gigahertz.
Éléments électroniques de précision WEDM :
- Contacts de relais d’une épaisseur de 0,05-0,2 mm avec une tolérance de ±0,002 mm
- Ressorts de contact d’un diamètre de fil de 0,1-0,5 mm
- Boîtiers en quartz pour résonateurs d’une fréquence de 1-100 MHz
- Écrans électromagnétiques avec des trous de Ø0,1-2 mm
- Conducteurs de guide d’ondes d’une section de 0,5×1 mm
- Antennes micro-ondes d’une longueur d’onde de 1-10 GHz
- Dissipateurs thermiques avec des ailettes d’une épaisseur de 0,2-1 mm
- Capteurs de température avec des éléments de Ø0,05-0,3 mm
Les composants semi-conducteurs exigent des surfaces ultra-propres sans contamination. Les boîtiers des circuits intégrés comportent des trous microscopiques d’évacuation de la chaleur. Les connecteurs de fibre optique nécessitent une précision de positionnement de l’ordre du nanomètre. Les éléments optiques doivent conserver une rugosité de surface définie.
Les capteurs MEMS contiennent des éléments mobiles d’une épaisseur de quelques micromètres. Les accéléromètres et les gyroscopes nécessitent des masses d’inertie de précision. Les microvannes hydrauliques contrôlent le débit de nanolitres de fluide. Les composants médicaux implantables doivent satisfaire des normes strictes de biocompatibilité.
Instruments médicaux et dentaires
La chirurgie mini-invasive requiert des outils d’un diamètre inférieur à 1 mm. Les instruments laparoscopiques ont des géométries complexes de leurs extrémités de travail. Les outils de neurochirurgie exigent des arêtes vives sans bavures. Les éléments d’endoscopes intègrent des mécanismes optiques de précision.
Les implants dentaires ont des surfaces filetées avec un pas de 0,5-1,5 mm. La précision du filetage influe sur la force de connexion avec le tissu osseux. Les couronnes et les ponts nécessitent un ajustement avec une tolérance de ±0,01 mm. Les appareils orthodontiques contiennent des ressorts avec une force de pression définie.
Les instruments ophtalmiques opèrent sur des structures d’une épaisseur de micromètres. Les lentilles intraoculaires ont des surfaces optiques façonnées avec précision. Les instruments de microchirurgie nécessitent un affûtage au niveau moléculaire. Les composants des stimulateurs cardiaques doivent rester hermétiques pendant des décennies.
Quelles pièces de taille moyenne sont produites par WEDM ?
L’électroérosion à fil est parfaitement adaptée à la production de composants industriels de taille moyenne, de 10 à 200 mm. Les éléments de cette taille constituent le principal segment d’application de la technologie WEDM. L’automatisation des processus permet la production en série de pièces identiques avec une grande répétabilité. Le temps d’usinage d’un élément unique varie de quelques heures à plusieurs dizaines d’heures.
L’industrie automobile utilise le WEDM pour la production de pièces de moteurs à combustion interne et électriques. L’industrie aéronautique exige des composants aux formes aérodynamiques complexes. Le secteur de l’énergie a besoin d’éléments de turbines et de générateurs. L’industrie des outils produit des matrices et des poinçons pour le travail des métaux en feuille.
Composants des systèmes de propulsion
Les injecteurs de carburant contiennent des buses de précision avec un diamètre d’ouverture de 0,1 à 0,5 mm. La géométrie des trous influe sur la forme du jet de carburant et le processus de combustion. Les éléments de turbocompresseur fonctionnent à des températures dépassant 800°C. Les aubes de compresseur ont des profils aérodynamiques optimisés par calcul.
Éléments automobiles fabriqués par WEDM :
- Pistons de moteurs diesel Ø80-120 mm avec gorges pour segments
- Soupapes d’échappement d’un diamètre de tête de 25-45 mm avec chanfreins de 45°
- Engrenages de boîtes automatiques de module 1,5-4 mm
- Aubes de turbine de gaz d’une longueur de 50-150 mm
- Éléments des systèmes d’injection Common Rail
- Composants d’embrayages électromagnétiques
- Pièces de pompes haute pression jusqu’à 2000 bars
- Éléments de vannes EGR et de systèmes de purification des gaz d’échappement
Les moteurs électriques des véhicules hybrides nécessitent des rotors de précision. Les aimants en néodyme doivent être montés avec une tolérance de ±0,05 mm. Les enroulements du stator nécessitent des gorges d’une géométrie définie. Les roulements à billes fonctionnent à des vitesses de rotation de 20 000 tr/min.
Les systèmes de freinage ABS contiennent des vannes de modulation de pression de précision. Les éléments des systèmes de direction nécessitent des surfaces de glissement lisses. Les composants de climatisation automobile ont des canaux complexes pour le flux de réfrigérant. Les systèmes de sécurité airbag contiennent des mécanismes de déclenchement avec un temps de réaction en millisecondes.
Outils et matrices industriels
Les matrices d’emboutissage de tôles ont des formes spatiales complexes. Les rayons d’arrondi influencent la qualité des produits et la durée de vie de l’outil. Les poinçons nécessitent une dureté élevée et une résistance à l’usure abrasive. Les moules d’injection pour plastiques ont des surfaces de moulage de précision.
Les outils de coupe de métaux nécessitent des arêtes de coupe vives. Les fraises pour l’usinage HSM ont des angles de dépouille optimisés. Les forets hélicoïdaux d’un diamètre de 0,1 à 20 mm nécessitent des gorges de copeaux précises. Les tarauds ont des profils de filetage conformes aux normes ISO.
Les plaquettes de coupe en carbure cémenté ont des géométries optimisées pour des applications spécifiques. Les lames d’usinage de finition nécessitent une rugosité Ra < 0,1 μm. Les éléments de fixation des outils doivent assurer la rigidité du système OUPN. Les systèmes d’échange d’outils nécessitent des surfaces de centrage précises.
Conseil : Lors de la conception d’outils WEDM, il convient de tenir compte du sens de coupe par rapport à la structure du matériau et d’appliquer des rayons de congé appropriés dans les coins afin d’éviter la concentration de contraintes et l’usure prématurée.
Quels grands éléments peuvent être découpés par électroérosion à fil ?
Les machines WEDM modernes permettent l’usinage de pièces dont les dimensions dépassent 1000x600x400 mm. Les grandes dimensions nécessitent des stratégies spéciales de bridage et de support du matériau. La stabilité thermique de la machine est cruciale pour la précision dimensionnelle. Le temps d’usinage peut dépasser 100 heures pour les pièces les plus complexes.
L’industrie de l’énergie utilise le WEDM pour la production de pales de turbines à vapeur et à gaz. L’industrie aérospatiale exige de grandes pièces structurelles en alliages de titane. Le secteur de la construction navale produit des composants de systèmes de propulsion de navires. L’industrie de la construction mécanique fabrique de grands moules et matrices.
Composants pour l’énergie et l’industrie lourde
Les aubes de turbine à vapeur atteignent une longueur allant jusqu’à 1500 mm pour un poids de plusieurs dizaines de kilogrammes. Les profils aérodynamiques sont optimisés numériquement pour une efficacité maximale. Les matériaux réfractaires fonctionnent à des températures de 600 à 800°C. Les surfaces doivent résister à l’érosion par gouttelettes de vapeur d’eau.
Les rotors de générateurs électriques contiennent des rainures pour les enroulements aux dimensions précises. Le champ magnétique nécessite une répartition uniforme des conducteurs. Les paliers lisses nécessitent des surfaces d’une rugosité Ra de 0,2 à 0,8 μm. Les systèmes de refroidissement à l’hydrogène ont des canaux internes complexes.
Grands composants aérospatiaux WEDM :
- Éléments de fuselage de dimensions 2000x1000x100 mm avec trous de décharge
- Nervures d’ailes avec compartiments à carburant découpés
- Supports moteur d’un poids de 50 à 200 kg en alliages de titane
- Panneaux de plancher de cabine avec perforation acoustique
- Composants du train d’atterrissage principal d’une épaisseur de 80 à 150 mm
- Composants de systèmes hydrauliques haute pression
- Pièces de moteurs à réaction en superalliages de nickel
- Éléments des systèmes de navigation et radar
Les éléments structurels en fibre de carbone nécessitent des techniques de coupe spéciales. Les composites métal-céramique ont des propriétés de conductivité électrique différentes. Les revêtements de protection thermique TBC nécessitent un usinage prudent. Les joints soudés doivent conserver leurs propriétés de résistance.
Les systèmes de carburant des avions contiennent des réservoirs aux formes complexes. Les pompes à carburant fonctionnent à des pressions allant jusqu’à 100 bars. Les filtres à carburant ont des mailles de 10 à 50 micromètres. Les soupapes de sécurité réagissent aux surcharges de force g.
Astuce : L’usinage de grandes pièces nécessite l’application d’une stratégie de coupe qui minimise les contraintes internes du matériau et l’utilisation de points de support répartis aux nœuds de rigidité de la structure.
Services d’électroérosion à fil WEDM chez CNC Partner
CNC Partner est spécialisé dans les technologies avancées d’usinage par coupe et d’érosion depuis plus d’une décennie. L’entreprise offre des services complets d’électroérosion à fil WEDM pour diverses industries. Une équipe expérimentée d’ingénieurs réalise des projets allant des prototypes unitaires à la production en série. Le parc de machines comprend des centres d’usinage de pointe avec des systèmes automatiques de changement d’outils.
L’usine de production de CNC Partner est équipée de machines WEDM de différentes tailles de travail. Les systèmes de contrôle qualité comprennent des machines de mesure tridimensionnelles CMM. Un laboratoire métallographique effectue des analyses de la structure des matériaux. Les certifications ISO 9001 et AS9100 confirment les normes de qualité élevées.
L’électroérosion à fil WEDM est l’une des spécialisations clés de CNC Partner. L’entreprise réalise des commandes de pièces avec des tolérances allant jusqu’à ±0,002 mm. Les matériaux usinés comprennent les aciers à outils, les alliages de titane et les superalliages de nickel. L’épaisseur du matériau usiné atteint 300 mm tout en maintenant une haute précision.
Les services de CNC Partner comprennent également le tournage et le fraisage CNC sur machines 3, 4 et 5 axes. L’usinage de finition assure la rugosité de surface requise. Le contrôle dimensionnel est effectué à chaque étape de la production. La documentation technique comprend des certificats de matériaux et des rapports de mesure.
L’entreprise collabore avec les industries automobile, aérospatiale et médicale. L’expérience dans les projets de recherche et développement permet d’optimiser les processus technologiques. Les délais de réalisation courts résultent d’une organisation de production efficace. Une approche flexible permet de réaliser des commandes spéciales non standard.
Composants de précision aux formes complexes en technologie WEDM
L’électroérosion à fil WEDM permet de créer des composants aux géométries spatiales les plus complexes. La technologie ne limite pas les concepteurs en termes de formes internes et externes. Les coins vifs d’un rayon de 0,02 mm sont réalisables en standard. Les parois minces d’une épaisseur de 0,05 mm conservent la stabilité dimensionnelle.
Les formes complexes nécessitent une programmation avancée CAO/FAO et une simulation du processus. Les systèmes de compensation automatique de l’usure du fil garantissent une qualité constante sur toute la longueur de coupe. L’usinage multi-passes permet d’obtenir une rugosité de Ra 0,1 μm. Le contrôle adaptatif des paramètres optimise le temps d’usinage.
Composants à profils irréguliers
Les aubes de turbine ont des surfaces torsadées d’une épaisseur variable de 2 à 15 mm. Les canaux de refroidissement à l’intérieur des aubes nécessitent des diamètres de 0,5 à 2 mm. Les profils aérodynamiques sont optimisés numériquement par la méthode CFD. Les surfaces doivent conserver leur douceur sans ondulations.
Les éléments biomécaniques reproduisent les formes anatomiques des os et des articulations. Les implants de hanche ont des surfaces trabéculaires d’une porosité de 60 à 80 %. Les prothèses de genou nécessitent des surfaces de glissement précises. Les instruments chirurgicaux ont des formes de poignées ergonomiques.
Éléments avec structures internes
Les échangeurs de chaleur contiennent des canaux de section 1×2 mm espacés de 5 mm. Les refroidisseurs électroniques ont des ailettes d’une épaisseur de 0,3 à 1 mm. Les filtres hydrauliques contiennent des mailles de 20 à 100 micromètres. Les composants pneumatiques ont des canaux d’air ramifiés.
Les injecteurs de carburant Common Rail contiennent des orifices calibrés d’un diamètre de 0,15 mm. L’angle du cône de pulvérisation est de 15 à 30 degrés. La pression d’injection atteint 2500 bars. La précision de fabrication affecte les émissions de gaz d’échappement et la consommation de carburant.
Conseil : La conception d’éléments avec des canaux internes nécessite de prendre en compte la possibilité de rincer les produits d’érosion et d’assurer un flux uniforme de fluide diélectrique vers toutes les zones de coupe par un positionnement approprié des trous de départ.
Sections fines et structures délicates en électroérosion à fil
L’électroérosion à fil WEDM est spécialisée dans l’usinage de sections fines d’une épaisseur inférieure à 1 mm. L’absence de forces mécaniques élimine le risque de déformation et de rupture du matériau. Les parois fines d’une épaisseur de 0,02 mm sont usinées de manière stable sans vibrations. Les structures délicates conservent leur intégrité pendant tout le processus technologique.
La technologie permet de créer des structures ajourées d’une haute résistance spécifique. Les rapports de dimensions longueur sur épaisseur peuvent atteindre 2000:1. La précision dimensionnelle ne dépend pas de la rigidité de la pièce usinée. Les systèmes automatiques compensent les déformations thermiques du matériau et de la machine.
Microstructures et mailles de précision
Les filtres électromagnétiques ont des mailles de 5 à 50 micromètres réalisées en feuille d’une épaisseur de 0,01 mm. Les antennes micro-ondes nécessitent des résonateurs précis d’une longueur de λ/4. Les capteurs de pression contiennent des membranes d’une épaisseur de 0,005 mm. Les éléments MEMS ont des pièces mobiles d’une masse de quelques nanogrammes.
Les tamis moléculaires séparent les molécules de différentes tailles. Les membranes de dialyse ont des pores d’un diamètre de 1 à 10 nanomètres. Les filtres bactériens retiennent les micro-organismes de tailles comprises entre 0,1 et 1 micromètre. Les séparateurs de gaz utilisent les différences de vitesse de diffusion.
Structures fines de précision WEDM :
- Feuilles métalliques d’une épaisseur de 0,005 à 0,1 mm avec une perforation de Ø0,02 à 0,5 mm
- Plaquettes de silicium de 0,1 à 0,5 mm pour l’électronique à semi-conducteurs
- Membranes de mesure de 0,01 à 0,05 mm pour capteurs de pression
- Grilles de calibration avec des mailles de 1 à 100 μm pour la microscopie
- Masques photolithographiques en chrome d’une épaisseur de 0,1 μm
- Électrodes ultra-minces de 0,02 à 0,2 mm pour l’électrolyse
- Ressorts plats d’une épaisseur de 0,05 à 0,3 mm
- Composants optiques en feuilles métalliques de 0,01 à 0,1 mm
Les composants optiques nécessitent des surfaces planes avec des tolérances nanométriques. Les miroirs laser ont une rugosité inférieure à 1 nanomètre RMS. Les éléments d’interféromètres nécessitent une précision de λ/20. Les filtres optiques ont des propriétés de transmission de la lumière contrôlées.
Les plaquettes pour la chromatographie ont des canaux d’une profondeur de 10 à 100 micromètres. Les puces microfluidiques manipulent des volumes de nanolitres. Les biocapteurs détectent des molécules de protéines individuelles. Les laboratoires sur puce intègrent toutes les fonctions analytiques.
Conseil : L’usinage de structures ultra-minces nécessite des techniques de fixation spéciales utilisant de la colle soluble ou des matériaux auxiliaires qui sont chimiquement éliminés une fois le processus de découpe terminé.
Applications industrielles de différentes tailles de pièces WEDM
L’électroérosion à fil WEDM trouve son application dans pratiquement toutes les branches de l’industrie manufacturière nécessitant une haute précision. Chaque branche pose des exigences uniques en matière de tolérances, de matériaux et de géométrie des éléments. La diversité des applications découle de l’universalité de la technologie et de la capacité à usiner différents matériaux conducteurs. La miniaturisation des appareils stimule le développement des technologies de micro-usinage.
Le développement de l’industrie 4.0 exige des composants électroniques de plus en plus précis. La médecine personnalisée a besoin d’implants adaptés à l’anatomie du patient. L’industrie spatiale impose des exigences extrêmes en matière de fiabilité. L’énergie renouvelable nécessite des éoliennes et des panneaux photovoltaïques efficaces.
Industrie de précision et instrumentale
Les instruments de mesure exigent la plus haute précision d’exécution et une stabilité dimensionnelle. Les composants de microscopes électroniques ont des tolérances nanométriques. Les composants de lasers industriels nécessitent des surfaces optiques ultra-lisses. Les systèmes interférométriques détectent des déplacements de l’ordre de fractions de longueur d’onde de la lumière.
Les laboratoires de recherche utilisent des composants spécialisés pour des expériences scientifiques. Les accélérateurs de particules contiennent des éléments de focalisation de faisceaux de précision. Les télescopes spatiaux nécessitent des miroirs avec des surfaces paraboliques. Les détecteurs de rayonnement ont des structures cristallines avec une orientation spécifique.
Industrie alimentaire et pharmaceutique
Les machines de production alimentaire nécessitent des matériaux résistants à la corrosion et faciles à nettoyer. Les couteaux pour la découpe de viande ont des revêtements antiadhésifs spéciaux. Les éléments des mélangeurs conservent des surfaces hygiéniques sans creux. Les filtres pour la purification des liquides alimentaires ont des pores calibrés.
Composants WEDM pour l’industrie alimentaire :
- Couteaux rotatifs de 200 à 800 mm de diamètre avec lames segmentées
- Éléments d’homogénéisateurs de pression jusqu’à 1000 bars
- Filtres à membrane d’une porosité de 0,1 à 10 micromètres
- Composants de doseurs de précision ±0,1% du volume
- Pièces de séparateurs centrifuges d’une vitesse de 10000 tr/min
- Éléments d’échangeurs de chaleur à plaques en acier résistant aux acides
- Composants des systèmes CIP (Clean in Place)
- Pièces de machines d’emballage avec un cycle de 1000 emballages/minute
L’industrie pharmaceutique impose les exigences les plus élevées en matière de pureté et de stérilité. Les composants des machines doivent résister à une stérilisation à la vapeur à 134°C. Les matériaux ne doivent pas réagir chimiquement avec les substances actives. La précision du dosage des médicaments nécessite des orifices et des fentes calibrés.
Les presses à comprimés produisent des comprimés dont la masse varie de ±2% par rapport à la valeur nominale. Les encaisseuses nécessitent des matrices de formage de précision. Les systèmes de remplissage d’ampoules contrôlent le volume avec une précision de ±0,5%. Les lignes de production de vaccins fonctionnent dans un environnement stérile de classe A.
Possibilités et limites des machines d’électroérosion modernes
Les machines WEDM modernes ont atteint un haut niveau de développement technologique et d’automatisation des processus. Les systèmes de contrôle utilisent des algorithmes d’intelligence artificielle pour optimiser les paramètres. L’automatisation élimine les erreurs de l’opérateur et augmente la répétabilité des résultats. La précision du positionnement atteint une résolution de 0,1 micromètre sur chaque axe.
Le développement technologique se concentre sur l’augmentation de la productivité tout en maintenant la plus haute qualité. Les nouveaux générateurs d’impulsions offrent un meilleur contrôle de l’énergie des décharges. Les systèmes de refroidissement assurent la stabilité thermique 24 heures sur 24. Les systèmes automatiques de changement de fil augmentent la fiabilité des processus de longue durée.
Paramètres techniques des machines les plus récentes
Les machines WEDM modernes atteignent des vitesses de coupe jusqu’à 500 mm²/min dans des matériaux d’une épaisseur de 50 mm. La précision de positionnement est de ±0,0005 mm avec une répétabilité de ±0,0002 mm. La rugosité de surface peut être inférieure à Ra 0,05 μm lors de l’usinage de finition. L’épaisseur maximale du matériau usiné atteint 1000 mm dans les machines spéciales.
Les systèmes de changement de fil automatique fonctionnent en continu pendant 200 heures. Les magasins de fil contiennent jusqu’à 50 kg de matériau sur des bobines. Les systèmes de correction automatique compensent l’usure du fil en temps réel. Le contrôle adaptatif optimise les paramètres sur la base de l’analyse des signaux électriques.
| Paramètre technique | Machines standard | Machines de précision | Machines spéciales |
|---|---|---|---|
| Précision de positionnement | ±0,002 mm | ±0,0005 mm | ±0,0002 mm |
| Rugosité de surface | Ra 0,2-2,5 μm | Ra 0,05-0,8 μm | Ra 0,02-0,3 μm |
| Vitesse de coupe | 50-300 mm²/min | 20-200 mm²/min | 10-150 mm²/min |
| Épaisseur du matériau | jusqu’à 400 mm | jusqu’à 600 mm | jusqu’à 1000 mm |
Limites technologiques et économiques
L’électroérosion à fil présente certaines limites dues à la physique du processus. Le matériau doit être conducteur d’électricité avec une conductivité minimale de 10⁻⁶ S/m. Le processus est relativement lent par rapport à l’usinage conventionnel. La consommation de fil génère des coûts d’exploitation de 5 à 15 % de la valeur de l’usinage.
Les coupes profondes de plus de 200 mm nécessitent des stratégies spéciales de rinçage des produits d’érosion. Les fentes étroites inférieures à 0,1 mm peuvent poser des problèmes d’évacuation. Les matériaux magnétiques avec une perméabilité supérieure à 100 affectent la stabilité de l’arc électrique. Les fils très fins de 0,02 mm sont sujets à la rupture à haute vitesse.
Conseil : L’optimisation économique du processus WEDM nécessite de trouver un compromis entre la vitesse de coupe, la qualité de surface et la consommation de fil – les meilleurs résultats économiques sont obtenus avec des paramètres moyens en utilisant des stratégies d’usinage d’ébauche et de finition.
Résumé
L’électroérosion à fil WEDM constitue une technologie indispensable de l’industrie de précision moderne, permettant l’usinage d’éléments allant des composants médicaux microscopiques aux grandes structures industrielles. Les capacités de la technologie incluent des matériaux dont la dureté dépasse les possibilités de l’usinage conventionnel et des formes impossibles à réaliser par d’autres méthodes. La précision d’exécution atteignant des tolérances micrométriques ouvre de nouvelles possibilités de conception pour les ingénieurs.
Les applications du WEDM ne cessent de se développer avec les progrès technologiques et les exigences croissantes de l’industrie. La miniaturisation de l’électronique, le développement de la médecine régénérative et les exigences de l’industrie spatiale stimulent l’innovation dans la technologie d’électroérosion. L’automatisation des processus et les systèmes d’apprentissage automatique augmentent l’efficacité de la production tout en maintenant la plus haute qualité.
L’avenir de la technologie WEDM s’annonce prometteur pour toutes les industries nécessitant une précision et une fiabilité maximales. L’intégration avec les systèmes de l’Industrie 4.0 permettra une automatisation complète de la production, de la conception CAO à l’élément fini. Le développement de nouveaux matériaux conducteurs et de techniques d’usinage hybride élargira le spectre d’applications de cette technologie universelle.








