L’industrie moderne est confrontée à un nouveau défi technologique sous la forme de l’usinage efficace des matériaux composites. La fibre de carbone, également connue sous le nom de carbone, a acquis le statut de matériau d’avenir en raison de ses propriétés mécaniques exceptionnelles. Sa résistance inégalée pour un poids minimal ouvre des possibilités dans les industries aérospatiale, automobile et médicale.
Les méthodes traditionnelles d’usinage des composites carbone se heurtaient à de nombreuses limitations liées à la structure laminaire délicate du matériau. Les outils conventionnels provoquaient souvent des délaminations, des fissures et une finition de surface inégale. Ces problèmes entraînaient fréquemment une augmentation des pertes de matériaux et des temps de production prolongés.
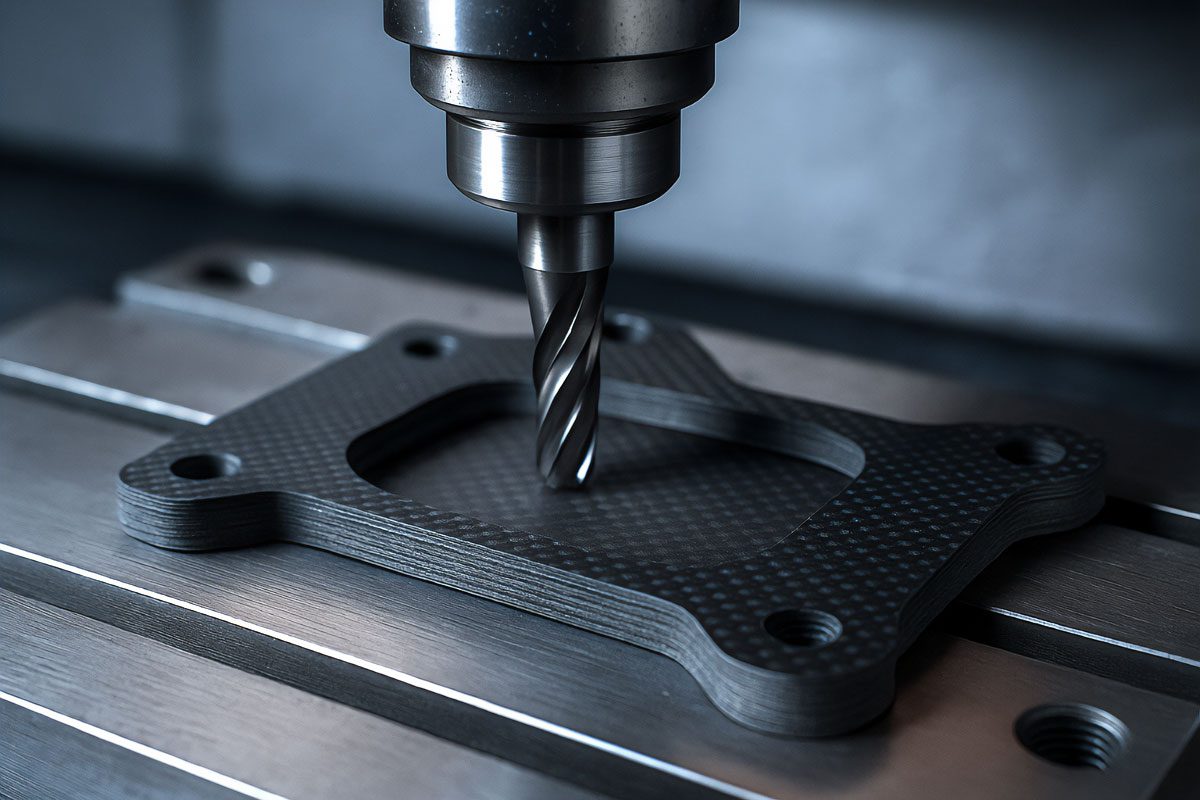
L’introduction de la fraisage CNC de précision révolutionne l’approche de l’usinage de la fibre de carbone. Les systèmes à commande numérique permettent un contrôle précis des paramètres de coupe. Ils minimisent le risque de dommages à la structure du composite. L’automatisation du processus garantit la répétabilité dimensionnelle et élimine les erreurs liées au facteur humain.
Propriétés physiques et chimiques de la fibre de carbone dans le contexte de l’usinage
La fibre de carbone est composée de longues chaînes d’atomes de carbone disposées dans des structures cristallines microscopiques. Le diamètre des fibres individuelles varie de 5 à 10 micromètres. Cela les rend extrêmement délicates lors de l’usinage mécanique. La structure laminaire du composite nécessite une approche spécialisée des paramètres de coupe.
La nature anisotrope de la fibre de carbone signifie des propriétés mécaniques différentes selon la direction de la charge. La résistance à la traction le long des fibres peut atteindre des valeurs supérieures à 3500 MPa. Dans la direction transversale, elle ne représente qu’une fraction de cette valeur. La connaissance de l’orientation des fibres dans le composite est un élément clé de la planification de la stratégie d’usinage.
Résistance et rigidité exceptionnelles du matériau
Le module de Young de la fibre de carbone atteint des valeurs comprises entre 200 et 800 GPa. Il surpasse les propriétés de l’acier de construction. La grande rigidité du matériau nécessite l’utilisation d’outils de géométrie appropriée. Ainsi qu’une force de coupe contrôlée. Le dépassement des valeurs critiques de contrainte peut entraîner des dommages irréversibles à la structure du composite.
La résistance spécifique de la fibre de carbone est son plus grand avantage dans les applications industrielles. Le rapport résistance/densité surpasse celui des autres matériaux. Le matériau atteint une résistance spécifique plus de dix fois supérieure à celle de l’acier. Il permet la construction d’éléments légers à haute capacité de charge.
Principaux avantages mécaniques de la fibre de carbone :
- Résistance à la traction : 3500-7000 MPa
- Module d’élasticité : 200-800 GPa
- Densité spécifique : 1,6 g/cm³
- Résistance spécifique : plus de 2000 kNm/kg
- Résistance à la fatigue : élevée sous charge appropriée
L’anisotropie mécanique du composite nécessite d’adapter la stratégie d’usinage à l’orientation des fibres. L’usinage parallèle à l’alignement des fibres minimise le risque de délaminage. La coupe transversale peut entraîner l’effritement du matériau.
Faible densité et conductivité thermique comme défi d’usinage
La densité de la fibre de carbone est d’environ 1,6 g/cm³. Elle représente un cinquième de la densité de l’acier. Une faible masse volumique implique des forces d’inertie minimales lors de l’usinage. Simultanément, elle augmente le risque de vibrations et de déplacements indésirables de la pièce.
La conductivité thermique des composites carbone dépend fortement de la direction. Le long des fibres, la valeur peut atteindre 1000 W/mK. Dans la direction transversale, elle n’est que de 1 à 10 W/mK. L’hétérogénéité thermique affecte la répartition de la température dans la zone de coupe. Elle peut provoquer des contraintes thermiques.
La faible capacité thermique du matériau entraîne un échauffement rapide aux points de concentration d’énergie. Une surchauffe locale peut entraîner la dégradation de la résine liant les fibres. Cela dégrade les propriétés mécaniques du composite.
Stabilité thermique lors de l’usinage à grande vitesse
La température de dégradation de la plupart des résines époxy est d’environ 300 à 400°C. L’usinage à grande vitesse génère des quantités considérables de chaleur. Elle peut dépasser le seuil thermique du matériau. Le contrôle de la température dans la zone d’usinage est un élément clé pour préserver l’intégrité de la structure.
Le coefficient de dilatation thermique de la fibre de carbone est proche de zéro dans la direction longitudinale. Il peut atteindre des valeurs de 10 à 12 × 10⁻⁶/K dans la direction transversale. Les différences de dilatation thermique entre les fibres et la résine peuvent générer des contraintes internes lors de l’échauffement.
Propriétés thermiques de la fibre de carbone :
- Température de dégradation de la résine : 300-400°C
- Conductivité longitudinale : jusqu’à 1000 W/mK
- Conductivité transversale : 1-10 W/mK
- Dilatation longitudinale : proche de zéro
- Dilatation transversale : 10-12 × 10⁻⁶/K
La stabilité dimensionnelle des composites carbone à haute température est supérieure à celle des métaux conventionnels. La préservation de la géométrie de la pièce lors de l’usinage thermique est un avantage significatif dans les applications de précision.
Résistance chimique influençant le choix des outils
La fibre de carbone présente une haute résistance à la plupart des solvants organiques et aux acides. L’inertie chimique du matériau limite l’utilisation de fluides d’usinage contenant des composants agressifs. Les émulsions aqueuses neutres constituent l’option de refroidissement la plus sûre lors de l’usinage.
Le caractère abrasif de la fibre de carbone entraîne une usure intense des outils de coupe. La dureté des fibres de carbone atteint 9 à 10 sur l’échelle de Mohs. Elle nécessite l’utilisation d’outils diamantés ou en carbure de géométrie spéciale.
Les propriétés électrostatiques des composites carbone peuvent affecter l’adhérence des copeaux à l’outil. L’accumulation de particules chargées dans la zone de coupe peut entraîner une détérioration de la qualité de surface. Elle augmente également l’usure de l’arête de coupe.
Astuce : Lors de la planification de l’usinage des composites en carbone, il convient de tenir compte de l’orientation des fibres dans le matériau et d’appliquer des paramètres de coupe appropriés, adaptés aux propriétés anisotropes du matériau.
Outils spécialisés et paramètres de fraisage CNC pour le carbone
L’usinage de la fibre de carbone nécessite l’utilisation d’outils de coupe spécialisés adaptés aux propriétés des composites. Les fraises conventionnelles en acier ne peuvent pas garantir une qualité de surface adéquate. Ni une durée de vie suffisante lors de l’usinage de matériaux abrasifs. Le choix du bon outil détermine l’efficacité du processus et la qualité finale de la pièce.
La géométrie des outils pour l’usinage des composites diffère considérablement des solutions standard pour les métaux. Des angles d’attaque spéciaux et des arêtes de coupe à conception modifiée minimisent le risque de délaminage du matériau. Le nombre d’arêtes de coupe et leur disposition influencent la qualité de la finition de surface. Ainsi que l’intensité de la chaleur générée.
Fraises diamantées et carbure pour l’usinage des composites
Les outils polycristallins diamantés (PCD) constituent la solution la plus efficace pour l’usinage de la fibre de carbone. La dureté du diamant atteint 10000 HV. Elle assure une longue durée de vie de l’outil malgré le caractère abrasif du matériau. Le coût des outils diamantés est de 500-1250 EUR par pièce. Leur durée de vie dépasse de dix fois celle des solutions standard.
Les outils en carbure avec revêtements diamantés offrent un compromis entre prix et performance. L’épaisseur du revêtement diamanté est de 10 à 20 micromètres. Il assure une protection contre l’usure abrasive tout en maintenant la netteté du tranchant. Le prix des outils en carbure avec revêtement diamanté est de 125-375 EUR.
Paramètres des outils pour composites carbone :
- Angle d’attaque : 0° à +5°
- Angle de dépouille : 10° à 15°
- Rayon de bec : 0,1-0,5 mm
- Nombre de dents : 1-3 pour les fraises à surfacer
- Géométrie de l’arrête de coupe : arête vive sans chanfrein
L’utilisation d’une géométrie d’outil appropriée est essentielle pour la qualité de l’usinage des composites carbone. Une arête vive sans chanfrein minimise le délaminage du matériau et réduit la formation de microfissures aux bords de coupe. Le choix de l’angle d’attaque et de dépouille influe directement sur l’efficacité de la coupe et la stabilité du processus. Un petit rayon de bec réduit le risque d’écaillage dans la zone d’usinage, et un nombre limité de dents facilite l’évacuation des copeaux, ce qui est particulièrement important lors de l’usinage de matériaux à structure stratifiée.
Optimisation de la vitesse de broche pour les matériaux stratifiés
La vitesse de rotation de la broche lors de l’usinage de la fibre de carbone est de 15000-25000 tr/min. Cela concerne les diamètres d’outils de 6 à 12 mm. Des vitesses de coupe élevées minimisent le risque d’arrachement des fibres. Elles assurent des bords de coupe nets. La vitesse de coupe doit se situer dans la plage de 200 à 400 m/min. Elle dépend de l’épaisseur du matériau.
L’interdépendance entre la vitesse de broche et le diamètre de l’outil nécessite un réglage précis des paramètres. Une vitesse trop faible entraîne l’arrachement des fibres. Une vitesse excessive peut provoquer une surchauffe de la résine liante. Les paramètres optimaux sont déterminés expérimentalement pour chaque type de composite.
La stabilité thermique du processus nécessite la surveillance de la température dans la zone d’usinage. Les systèmes de refroidissement par air comprimé ou par brouillard d’huile maintiennent la température en dessous des valeurs critiques de dégradation de la résine.
Contrôle des paramètres d’avance minimisant le délaminage
La vitesse d’avance lors du fraisage de composites en carbone est de 0,02 à 0,1 mm par tranchant. Elle dépend de la profondeur de coupe. Une avance excessive peut entraîner le délaminage du matériau. Ainsi qu’une détérioration de la qualité de surface. Le contrôle de la force de coupe par optimisation de l’avance constitue un élément clé du processus.
La profondeur de coupe ne doit pas dépasser 1 à 2 mm lors de l’usinage grossier. Elle est de 0,5 mm lors de l’usinage de finition. Une stratégie d’usinage multi-passes assure des contraintes minimales dans le matériau. Ainsi qu’une haute qualité de surface. La participation radiale de l’outil doit être de 30 à 50 % du diamètre de la fraise.
Paramètres de coupe recommandés pour la fibre de carbone :
- Vitesse de coupe : 200-400 m/min
- Avance par tranchant : 0,02-0,1 mm
- Profondeur de coupe : 0,5-2,0 mm
- Participation radiale : 30-50 % du diamètre de l’outil
- Sens d’usinage : dans le sens des aiguilles d’une montre
Le choix du sens d’usinage dans le sens des aiguilles d’une montre permet une évacuation plus efficace des copeaux et réduit le risque d’arrachement des fibres. L’usinage dans ce sens permet un meilleur contrôle de la force d’interaction de l’outil sur le matériau, ce qui est particulièrement important pour les structures stratifiées à haute rigidité et faible résistance au délaminage. Le maintien de paramètres de fonctionnement stables, associé à une stratégie de passes appropriée, assure la répétabilité du processus et limite l’apparition de défauts de surface.
Conseil : La vérification régulière de l’état du tranchant de l’outil permet d’éviter la détérioration de la qualité de surface due à l’émoussement du tranchant et prolonge la durée de vie des coûteux outils diamantés.
Techniques de coupe prévenant les dommages à la structure des fibres
Le maintien de l’intégrité de la structure stratifiée lors de l’usinage de la fibre de carbone nécessite l’utilisation de techniques de coupe spécialisées. Les méthodes conventionnelles entraînent souvent le délaminage du composite. Ainsi qu’une détérioration des propriétés mécaniques de l’élément fini. Une stratégie d’usinage appropriée minimise les contraintes dans le matériau et assure une haute qualité de surface.
Le sens de coupe par rapport à l’orientation des fibres a une influence décisive sur la qualité de l’usinage. La coupe dans le sens de l’alignement des fibres empêche leur arrachement. La coupe transversale peut entraîner des dommages inacceptables. La planification de la trajectoire de l’outil nécessite de prendre en compte la structure du composite.
Méthode de perçage Peck pour des trous de précision
La technique de perçage intermittent consiste en un enfoncement cyclique du foret avec des retraits périodiques. Elle sert à évacuer les copeaux. La méthode empêche l’accumulation de chaleur dans la zone d’usinage. Elle minimise le risque de délaminage à la sortie de l’outil du matériau. La profondeur d’un seul enfoncement est de 0,5 à 1,5 mm. Elle dépend du diamètre du trou.
Les forets pour composites carbone se caractérisent par une géométrie spéciale avec un angle d’attaque négatif. Ils ont des arêtes de coupe vives. Le diamètre du foret doit correspondre au trou requis. L’alésage peut entraîner des dommages structurels. La vitesse de perçage est de 3000-8000 tr/min pour les diamètres de 3-12 mm.
Avantages de la méthode de perçage en profondeur (Peck drilling) :
- Réduction de l’accumulation de chaleur de 40-60 %
- Minimisation du risque de délaminage
- Amélioration de la qualité du bord du trou
- Prolongation de la durée de vie de l’outil
- Meilleur contrôle du processus de perçage
Le support du matériau pendant le perçage élimine les éclats à la sortie de l’outil. L’utilisation d’une plaque de support en matériau dur assure des bords de trou nets. Il minimise les contraintes dans le composite.
Coupe par couches réduisant les contraintes mécaniques
La stratégie de coupe par couches consiste à enlever progressivement le matériau en passes successives d’une profondeur limitée. La première passe enlève 30-40 % de l’épaisseur totale tout en maintenant des forces de coupe minimales. Les couches suivantes sont enlevées avec une précision dimensionnelle progressivement accrue.
La direction de fraisage doit être adaptée à l’orientation des fibres dans chaque couche du composite. Les matériaux multidirectionnels nécessitent un changement de stratégie d’usinage. Cela dépend de la couche actuellement usinée. Les systèmes CAM permettent un ajustement automatique des paramètres à la structure du matériau.
Les forces de coupe minimales sont obtenues par l’optimisation de l’angle d’attaque de l’outil. Ainsi que par l’utilisation d’une géométrie vive. Les outils émoussés génèrent des contraintes excessives entraînant la délaminage du composite.
Usinage parallèle assurant la douceur de la surface
Le fraisage parallèle signifie que la direction du mouvement de l’outil est la même que la direction d’avance de la table. Il assure la meilleure qualité de surface des composites. La technique minimise le risque d’arrachage des fibres. Elle crée une finition lisse sans opérations supplémentaires.
La stabilité du processus lors de l’usinage parallèle nécessite l’élimination des jeux dans le système d’entraînement de la machine-outil. Même les erreurs de positionnement minimales peuvent entraîner un usinage irrégulier. Ainsi qu’une détérioration de la qualité de la surface. Les systèmes CNC modernes offrent une compensation des jeux mécaniques.
Avantages de l’usinage parallèle :
- Réduction des forces de coupe de 20-30 %
- Amélioration de la qualité de la surface
- Minimisation des vibrations du système
- Prolongation de la durée de vie de l’outil
- Réduction de la consommation d’énergie
Un avantage supplémentaire du fraisage parallèle est la réduction de l’effet d’échauffement de la zone d’usinage, ce qui est important pour les matériaux composites sensibles à l’augmentation de la température. Une friction plus faible entre l’outil et le matériau entraîne un risque moindre de dégradation de la résine époxy et limite les déformations thermiques. Cela permet de maintenir une haute précision dimensionnelle même lors de cycles de travail plus longs, ce qui se traduit par une meilleure répétabilité de la production et des pertes de matériaux réduites.
Systèmes de refroidissement et d’aspiration de poussière pendant l’usinage
Le refroidissement par jet d’air comprimé est la méthode la plus couramment utilisée pour contrôler la température lors de l’usinage des composites. La pression de l’air est de 4-6 bars. Le jet est dirigé directement sur la zone d’usinage. Le refroidissement par air n’introduit pas d’humidité susceptible d’affecter les propriétés de la résine.
Les systèmes d’aspiration industrielle doivent assurer l’élimination efficace de la poussière de carbone dont la taille des particules est de 0,1 à 10 micromètres. La poussière composite peut être nocive pour la santé. Elle provoque l’usure des éléments de la machine-outil. Le débit du système d’aspiration doit être d’au moins 1000 m³/h pour un centre d’usinage standard.
Spécification du système de refroidissement :
- Pression de l’air : 4-6 bars
- Débit : 200-500 l/min
- Température : ambiante (20-25°C)
- Humidité : inférieure à 50%
- Filtration : classe ISO 8573-1:2010
La configuration appropriée du système de refroidissement et d’aspiration joue un rôle essentiel dans le maintien de conditions d’usinage stables et la protection de l’opérateur et de la machine. L’utilisation d’air comprimé sec empêche la condensation de l’humidité, qui pourrait affaiblir la structure du composite et affecter la qualité du bord usiné. Parallèlement, une filtration efficace de l’air et de la poussière, conforme à la norme ISO 8573-1:2010, garantit un environnement de travail sûr et limite le dépôt de contaminants sur les glissières et les systèmes de mesure. Le maintien d’une grande propreté dans la zone de travail se traduit directement par la précision du processus et la durabilité des composants de la machine-outil.
Conseil : Le nettoyage régulier du système d’aspiration et le remplacement des filtres assurent l’élimination efficace de la poussière composite, ce qui se traduit par une meilleure qualité d’usinage et une sécurité accrue pour l’opérateur.
Comparaison des méthodes d’usinage traditionnelles avec le fraisage CNC
L’évolution des technologies d’usinage des composites carbone a parcouru un long chemin, passant des méthodes de coupe manuelles aux systèmes avancés à commande numérique. Les techniques traditionnelles reposaient principalement sur des scies circulaires, des cisailles hydrauliques et des fraises manuelles. Elles se caractérisaient par une précision limitée et un risque élevé d’endommagement du matériau.
L’usinage manuel des composites nécessitait des qualifications élevées de l’opérateur et une expérience considérable dans le travail des matériaux stratifiés. Les erreurs humaines entraînaient souvent des pertes de matière. La nécessité de refabriquer des pièces. Le temps d’usinage d’une seule pièce pouvait être plusieurs fois plus long qu’avec des systèmes automatisés.
Automatisation du processus éliminant les erreurs humaines
Les systèmes CNC éliminent l’influence du facteur humain sur le déroulement du processus d’usinage grâce à un contrôle précis de tous les paramètres de coupe. Le programme d’usinage prend en compte les propriétés du matériau et la trajectoire optimale de l’outil. Il garantit des résultats reproductibles, quelle que soit la compétence de l’opérateur.
La compensation automatique de l’usure de l’outil assure une qualité d’usinage constante tout au long du cycle de production. Les systèmes de surveillance de l’état de la lame détectent une usure excessive. Ils corrigent automatiquement les paramètres de coupe ou signalent la nécessité de remplacer l’outil.
La possibilité de programmer des formes spatiales complexes ouvre de nouvelles possibilités de conception inaccessibles aux méthodes traditionnelles. L’usinage 5 axes permet de réaliser des pièces à géométrie complexe en une seule fixation. Il élimine les erreurs qui s’accumulent lors de fixations multiples.
Répétabilité dimensionnelle dans la production en série
La précision de positionnement des machines-outils CNC modernes est de ±0,005 mm. Elle assure une répétabilité dimensionnelle élevée dans la production en série. Les méthodes d’usinage traditionnelles atteignaient des tolérances de l’ordre de ±0,1-0,5 mm. Elles nécessitaient souvent des opérations de finition supplémentaires.
Le contrôle dimensionnel automatique pendant l’usinage permet de corriger en temps réel les paramètres du processus. Les systèmes de mesure intégrés à la machine-outil surveillent les dimensions critiques. Ils ajustent automatiquement la position de l’outil en cas de détection d’écarts.
Comparaison de la précision d’usinage :
| Méthode d’usinage | Tolérance dimensionnelle | Rugosité de surface | Temps d’usinage |
|---|---|---|---|
| Scie circulaire | ±0,5 mm | Ra 6,3 μm | 100% |
| Fraise manuelle | ±0,2 mm | Ra 3,2 μm | 150% |
| CNC 3 axes | ±0,02 mm | Ra 1,6 μm | 60% |
| CNC 5 axes | ±0,01 mm | Ra 0,8 μm | 40% |
Une haute précision de positionnement et un contrôle dimensionnel intégré réduisent le besoin d’outils de mesure coûteux hors machine. Cela permet de réduire le temps de cycle d’usinage total et d’augmenter l’efficacité de la production. Les machines CNC éliminent les erreurs dues au réglage manuel de la pièce et permettent une compensation automatique des dérives thermiques et mécaniques. Cela se traduit par une plus grande stabilité dimensionnelle, en particulier dans la production en grande série, où même de légers écarts peuvent s’accumuler et entraîner une perte de conformité dimensionnelle.
Réduction des pertes de matière grâce à une programmation précise
L’optimisation de la trajectoire de l’outil dans les systèmes CAM minimise la quantité de matière retirée. Elle maximise l’utilisation de la matière première. Des algorithmes intelligents planifient l’usinage de manière à minimiser les déchets et le temps de cycle d’usinage. La réduction des pertes de matière peut atteindre 30 à 40 % par rapport aux méthodes traditionnelles.
La simulation du processus d’usinage avant le début de la production permet de détecter d’éventuelles collisions. L’optimisation des paramètres de coupe. Les tests virtuels éliminent le risque d’endommager des matériaux coûteux. Ainsi que les outils lors du premier lancement du programme.
Avantages de l’optimisation CAM :
- Réduction des pertes de matière de 30 à 40 %
- Réduction du temps de cycle d’usinage
- Élimination des collisions d’outils
- Optimisation de l’utilisation de la matière première
- Emboîtement automatique des éléments
L’emboîtement automatique des éléments sur la feuille de matériau maximise l’efficacité de l’utilisation de la matière première. Les systèmes CAM prennent en compte la géométrie des pièces. Les distances minimales entre les éléments requises pour un usinage sûr.
Conseil : L’investissement dans des systèmes CAM avec des modules d’optimisation de l’utilisation des matériaux peut entraîner des économies de l’ordre de 20 à 30 % sur les coûts des matières premières, ce qui, compte tenu du prix élevé des composites en carbone, se traduit par des avantages économiques significatifs.
Technologies avancées pour l’usinage de la fibre de carbone
Le développement des technologies d’usinage des composites en carbone ne se limite pas au fraisage CNC conventionnel. Les usines de production modernes mettent en œuvre des solutions avancées pour soutenir les méthodes de coupe traditionnelles. Les technologies hybrides combinent différentes méthodes d’usinage pour obtenir des résultats optimaux. Elles préservent l’intégrité de la structure du matériau.
L’intégration de différentes technologies d’usinage permet de tirer parti des avantages de chaque méthode. Tout en minimisant leurs limites. Les systèmes multiprocessus permettent un usinage complet des éléments sans nécessiter de repositionnements. Transferts entre différents postes de travail.
Application des vibrations ultrasoniques dans le fraisage
La technologie de fraisage assisté par vibrations ultrasoniques utilise des vibrations d’outil à haute fréquence avec une amplitude de 1 à 10 micromètres. La fréquence des vibrations est de 20 à 40 kHz. Elle dépasse le seuil de perception humaine et élimine le bruit pendant l’usinage.
Le mécanisme d’action des vibrations ultrasoniques repose sur un contact et une séparation cycliques de l’outil avec le matériau. Le caractère intermittent de l’usinage réduit les forces de coupe de 40 à 60 %. Il minimise la génération de chaleur dans la zone d’usinage. La température dans la zone de coupe peut être inférieure de 100 à 150 °C par rapport à l’usinage conventionnel.
Avantages des vibrations ultrasoniques :
- Réduction des forces de coupe de 40 à 60 %
- Abaissement de la température de 100 à 150 °C
- Amélioration de la qualité de surface jusqu’à Ra 0,2-0,8 μm
- Augmentation de la durée de vie des outils
- Élimination du bruit pendant l’usinage
La qualité de surface après usinage par ultrasons se caractérise par une rugosité Ra de 0,2 à 0,8 μm. Elle élimine souvent la nécessité d’opérations de finition supplémentaires. La réduction des contraintes résiduelles dans le matériau améliore les propriétés de fatigue des éléments finis.
Usinage assisté par jet d’eau à haute pression
La technologie Abrasive Water Jet utilise un jet d’eau sous une pression de 3000 à 4000 bars avec ajout d’abrasif. Elle sert à découper les composites carbone. La méthode se caractérise par l’absence de génération de chaleur. Elle permet de découper des matériaux d’une épaisseur allant jusqu’à 200 mm sans limitations géométriques.
La vitesse de coupe par jet d’eau abrasif est de 50 à 500 mm/min. Elle dépend de l’épaisseur du matériau et de la qualité de coupe requise. La précision de positionnement de la tête de coupe atteint ±0,025 mm. Elle assure une haute précision dimensionnelle des éléments finis.
Paramètres d’usinage par jet d’eau abrasif :
- Pression de l’eau : 3000-4000 bars
- Débit d’abrasif : 200-500 g/min
- Diamètre de la buse : 0,8-1,5 mm
- Distance de la buse au matériau : 2-5 mm
- Vitesse de coupe : 50-500 mm/min
L’application de la technologie de jet d’eau abrasif permet d’obtenir des bords lisses sans endommager les couches de fibres et de résine, ce qui élimine la nécessité d’un usinage de finition supplémentaire. L’absence de contraintes mécaniques et l’influence thermique minimale rendent cette méthode particulièrement utile pour la découpe d’éléments à géométrie complexe et de structures à parois minces. La stabilité du processus et la précision du guidage de la buse permettent d’usiner aussi bien des composants uniques que de plus grandes séries de production sans perte de qualité.
Technologie de découpe laser pour formes complexes
La découpe laser des composites carbone nécessite un contrôle précis de la puissance et de la vitesse de déplacement du faisceau. Elle évite la dégradation thermique de la résine. Les lasers CO₂ d’une puissance de 1 à 5 kW assurent une coupe nette des matériaux jusqu’à 25 mm d’épaisseur. Avec une zone d’influence thermique minimale.
La technologie de découpe laser permet de réaliser des éléments aux contours complexes avec une précision de ±0,1 mm. La régulation automatique de la puissance du laser en fonction de l’épaisseur du matériau assure une qualité constante des bords de coupe. La vitesse de coupe peut atteindre 2000 à 5000 mm/min pour les fines feuilles composites.
Les systèmes de refroidissement auxiliaire par gaz inertes protègent la zone de coupe de l’oxydation. Ils améliorent la qualité des bords. L’azote ou l’argon sous une pression de 5 à 10 bars évacue les produits de combustion. Ils stabilisent le processus de coupe.
Astuce : La combinaison de différentes technologies d’usinage dans un seul cycle de production permet d’exploiter les avantages de chaque méthode, ce qui se traduit par une réduction du temps de production et une amélioration de la qualité finale des éléments composites.
Services de fraisage CNC et d’usinage de fibre de carbone, c’est-à-dire de carbone, chez CNC Partner
CNC Partner est une entreprise leader spécialisée dans les technologies avancées d’usinage des métaux et des matériaux composites. L’entreprise propose des services de fraisage CNC complets, adaptés aux exigences de l’industrie moderne. La spécialisation dans l’usinage de la fibre de carbone répond à la demande croissante du marché pour des éléments composites de précision.
Un parc de machines modernes et une équipe technique expérimentée permettent de réaliser des projets aux normes de qualité les plus élevées. L’entreprise sert des clients des secteurs de l’aéronautique, de l’automobile, du médical et d’autres secteurs nécessitant une précision d’usinage maximale.
Technologies avancées de fraisage CNC
CNC Partner dispose d’un parc de machines CNC modernes comprenant des centres d’usinage de différentes tailles et capacités techniques. La machine +GF+ Mikron VCE 1600 Pro de 2017 offre un champ de travail de 1700 x 900 x 800 mm. Cet appareil assure un usinage précis d’éléments de grandes dimensions. Les autres machines du parc comprennent les modèles +GF+ Mikron VCE 800, AVIA VMC 800 V et AVIA VMC 650 V avec des champs de travail adaptés à diverses exigences de production.
Les systèmes à commande par ordinateur minimisent le risque d’erreurs et garantissent une répétabilité dimensionnelle au micromètre près. Un positionnement précis permet de réaliser des éléments aux géométries complexes. L’automatisation des processus réduit considérablement le temps de production tout en maintenant les normes de qualité les plus élevées.
Capacités techniques clés :
- Tolérances dimensionnelles jusqu’à quelques micromètres
- Usinage de matériaux allant des métaux aux composites
- Production en série et prototypage
- Usinage 3 axes et multi-axes
- Programmes FAO optimisés pour différents matériaux
L’entreprise utilise un logiciel FAO avancé pour optimiser les trajectoires d’outils et les paramètres de coupe. La simulation des processus avant le début de la production élimine le risque d’erreurs et maximise l’efficacité de l’utilisation des matériaux.
Spécialisation dans l’usinage de composites carbone
L’usinage de la fibre de carbone nécessite une approche spécialisée qui prend en compte les propriétés uniques du matériau. CNC Partner utilise des outils et des paramètres de coupe dédiés, adaptés à la structure anisotrope des composites. Le contrôle de la température dans la zone d’usinage empêche la dégradation de la résine liant les fibres.
La stratégie d’usinage prend en compte l’orientation des fibres dans le matériau et minimise le risque de délaminage du composite. Des techniques spéciales de refroidissement et d’aspiration garantissent des conditions de travail sûres. Les systèmes de filtration éliminent la poussière de carbone nocive de la zone d’usinage.
Avantages de l’usinage de composites chez CNC Partner :
- Outils spécialisés en diamant et carbure
- Paramètres de coupe optimisés pour les composites
- Contrôle qualité à chaque étape de la production
- Minimisation des pertes de matière
- Préservation des propriétés mécaniques du composite
L’expérience du travail avec différents types de fibre de carbone permet la réalisation efficace de projets aux exigences techniques variées. L’entreprise prend en charge aussi bien les éléments prototypes que la production en série de composites carbone.
Offre complète de services d’usinage
CNC Partner propose une gamme complète de services d’usinage mécanique CNC comprenant le fraisage, le tournage, l’électroérosion à fil et la rectification CNC. La complétude de l’offre permet la réalisation de projets nécessitant différentes technologies d’usinage. Les clients reçoivent des produits prêts au montage sans avoir besoin de faire appel à d’autres entreprises.
Tournage CNC réalisé sur un tour HAAS SL-30THE de 2008 permet l’usinage d’éléments d’un diamètre maximal de 482 mm et d’une longueur allant jusqu’à 864 mm. La machine équipée d’outils motorisés et de têtes d’angle étend les possibilités technologiques. L’électroérosion à fil sur machines +GF+ CUT 300SP assure une découpe précise de matériaux d’une dureté allant jusqu’à 64 HRC.
Rectification CNC effectuée sur une rectifieuse +JUNG avec un champ de travail de 2000 x 1000 mm permet d’atteindre une rugosité de surface Ra de 0,63. La finition de surface précise élimine la nécessité d’opérations d’usinage supplémentaires.
Services de usinage des métaux CNC
Le choix de la technologie d’usinage des composites carbone doit prendre en compte les caractéristiques du matériau, la précision d’exécution et les charges auxquelles l’élément fini sera soumis. La consultation avec les ingénieurs de CNC Partner permet un ajustement précis des paramètres du processus à l’application spécifique, ce qui se traduit par une qualité supérieure, une usure réduite des outils et une stabilité de la production.
L’entreprise assure un support technique complet, de la phase de conception au contrôle qualité des éléments finis. Des ingénieurs expérimentés conseillent sur l’optimisation des structures et le choix des méthodes d’usinage les plus efficaces. Contactez CNC Partner pour discuter des exigences du projet et recevoir une consultation technique professionnelle concernant l’usinage de fibre de carbone et d’autres matériaux composites.
Contrôle qualité et tolérances dimensionnelles dans l’usinage du carbone
L’assurance d’une haute qualité des éléments en fibre de carbone nécessite la mise en œuvre de systèmes de contrôle avancés à chaque étape du processus de production. Les propriétés des composites, notamment leur nature anisotrope et leur structure multicouche complexe, posent des défis exceptionnels aux méthodes de mesure traditionnelles. Les systèmes de contrôle qualité modernes doivent tenir compte des spécificités des matériaux composites.
Les tolérances dimensionnelles des éléments composites sont souvent plus strictes que celles des éléments métalliques. Elles résultent de leur utilisation dans des industries aux exigences de qualité élevées. L’industrie aéronautique exige des tolérances de l’ordre de ±0,025 mm pour les éléments structurels. Le secteur médical peut nécessiter une précision de ±0,01 mm.
Systèmes de mesure garantissant la précision à des fractions de millimètre
Les machines de mesure tridimensionnelles équipées de têtes de scan spéciales permettent de mesurer les éléments composites avec une précision de ±0,002 mm. La technologie de scan laser permet un contrôle rapide de la géométrie des surfaces complexes. Sans risque d’endommager la structure délicate du matériau.
Les systèmes de mesure intégrés aux machines-outils CNC permettent de contrôler les dimensions pendant le processus d’usinage. La correction automatique de la position de l’outil basée sur des mesures en temps réel garantit le respect des tolérances dimensionnelles tout au long du cycle de production.
Spécifications des systèmes de mesure :
- Précision de positionnement : ±0,001 mm
- Résolution de mesure : 0,0001 mm
- Vitesse de scan : 5-50 mm/s
- Répétabilité : 0,0005 mm
- Plage de température de fonctionnement : 18-22°C
L’utilisation de systèmes de mesure intégrés permet de détecter et d’éliminer les écarts dès la phase d’usinage, ce qui réduit considérablement le taux de rebut et améliore l’efficacité du processus. Les données de mesure précises sont analysées en temps réel, permettant un ajustement dynamique de la trajectoire de l’outil sans interrompre le cycle de travail. Cette approche permet de maintenir une qualité de production constante même dans des conditions ambiantes variables, et accélère également le déploiement de nouvelles pièces grâce à l’ajustement automatique des paramètres technologiques.
Vérification de l’intégrité de la structure stratifiée après usinage
Les essais non destructifs des composites carbone utilisent des techniques ultrasoniques, thermographiques et tomographiques pour détecter les défauts internes de la structure. L’échographie pulsée permet d’identifier les délaminations, les vides et les inclusions étrangères au cœur du matériau. Elle préserve son intégrité.
La thermographie infrarouge détecte les discontinuités de la structure en analysant la répartition de la température à la surface de l’élément. Soumis à un chauffage contrôlé. Les différences de conductivité thermique entre les zones saines et endommagées apparaissent comme des anomalies thermiques.
Méthodes de contrôle non destructif :
- Ultrasonographie : détection de délaminations et de vides
- Thermographie IR : identification des discontinuités de la structure
- Tomographie CT : analyse de la structure interne 3D
- Pénétration capillaire : détection de fissures de surface
- Radiographie : contrôle de la densité du matériau
La tomodensitométrie à haute résolution permet une analyse tridimensionnelle de la structure interne du composite avec une résolution de l’ordre du micromètre. La méthode permet une évaluation précise de la qualité de la structure stratifiée. L’identification de microfissures invisibles lors des examens de surface.
Méthodes de détection des délaminations et des dommages microscopiques
La microscopie électronique à balayage permet d’observer la structure du composite à des grossissements allant de 10× à 100000×. L’analyse de la microstructure permet d’évaluer la qualité de la liaison entre les fibres et la résine. L’identification des mécanismes de dommages du matériau pendant l’usinage.
La spectroscopie infrarouge détecte les changements chimiques dans la résine causés par la dégradation thermique pendant le traitement. L’analyse de la composition chimique de la surface permet d’optimiser les paramètres de coupe. Minimisation des dommages thermiques.
Méthodes de contrôle qualité des composites :
| Méthode | Défauts détectés | Résolution | Temps d’examen |
|---|---|---|---|
| Ultrasonographie | Délaminations, vides | 0,1 mm | 2-5 min/m² |
| Thermographie IR | Discontinuités, fissures | 0,05 mm | 1-3 min/m² |
| Tomographie CT | Structure 3D, microdéfauts | 1 μm | 30-60 min |
| Microscopie MEB | Microstructure, interface | 1 nm | 15-30 min |
Le contrôle statistique des processus surveille les paramètres de qualité clés en temps réel. Il signale les écarts par rapport aux normes avant l’apparition de produits non conformes. Les systèmes d’alarme automatiques arrêtent la production en cas de dépassement des tolérances détecté.
Résumé
Le fraisage de précision CNC transforme fondamentalement l’approche de l’usinage de la fibre de carbone. Il établit une nouvelle norme de qualité et d’efficacité de production. L’automatisation des processus élimine les erreurs liées au facteur humain. En même temps, il garantit la répétabilité dimensionnelle au niveau micrométrique. Les systèmes de contrôle avancés prennent en compte les propriétés anisotropes des composites. Ils adaptent les paramètres de coupe à l’orientation des fibres dans la structure du matériau.
La mise en œuvre d’outils spécialisés en diamant et en carbure révolutionne l’efficacité de l’usinage des composites abrasifs. L’optimisation de la vitesse de coupe et le contrôle des paramètres d’avance minimisent le risque de délaminage. Elle préserve l’intégrité de la structure stratifiée. Les systèmes de refroidissement et d’aspiration de poussière assurent des conditions de travail sûres tout en contrôlant la température dans la zone d’usinage.
L’intégration de technologies d’assistance avancées ouvre de nouvelles possibilités pour la mise en forme d’éléments à géométrie complexe. Vibrations ultrasoniques ou usinage par jet d’eau abrasif. La combinaison de différentes méthodes d’usinage permet d’exploiter au maximum les avantages de chaque technologie tout en minimisant leurs limitations. Les systèmes de contrôle qualité modernes garantissent le respect des exigences rigoureuses des industries aérospatiale et médicale. Ils assurent des tolérances dimensionnelles de l’ordre de centièmes de millimètre.
Sources :
- https://www.sciencedirect.com/science/article/pii/S2238785424023202
- https://www.sciencedirect.com/science/article/pii/S2212827114009482
- https://journals.sagepub.com/doi/full/10.1177/09673911211020620
- https://bibliotekanauki.pl/articles/2181747
- https://wim.put.poznan.pl/instytut-technologii-mechanicznej/projekty/DEC-2022/06/X/ST8/01712
- https://winntbg.bg.agh.edu.pl/rozprawy2/11323/full11323.pdf
- https://kompozyty.ptmk.net/pliczki/pliki/semVI_62.pdf
- https://www.kompozyty.com.pl/wlokna_weglowe,s40.html
- https://pl.hgcomposites.com/info/testing-methods-of-carbon-fiber-products-85710271.html








